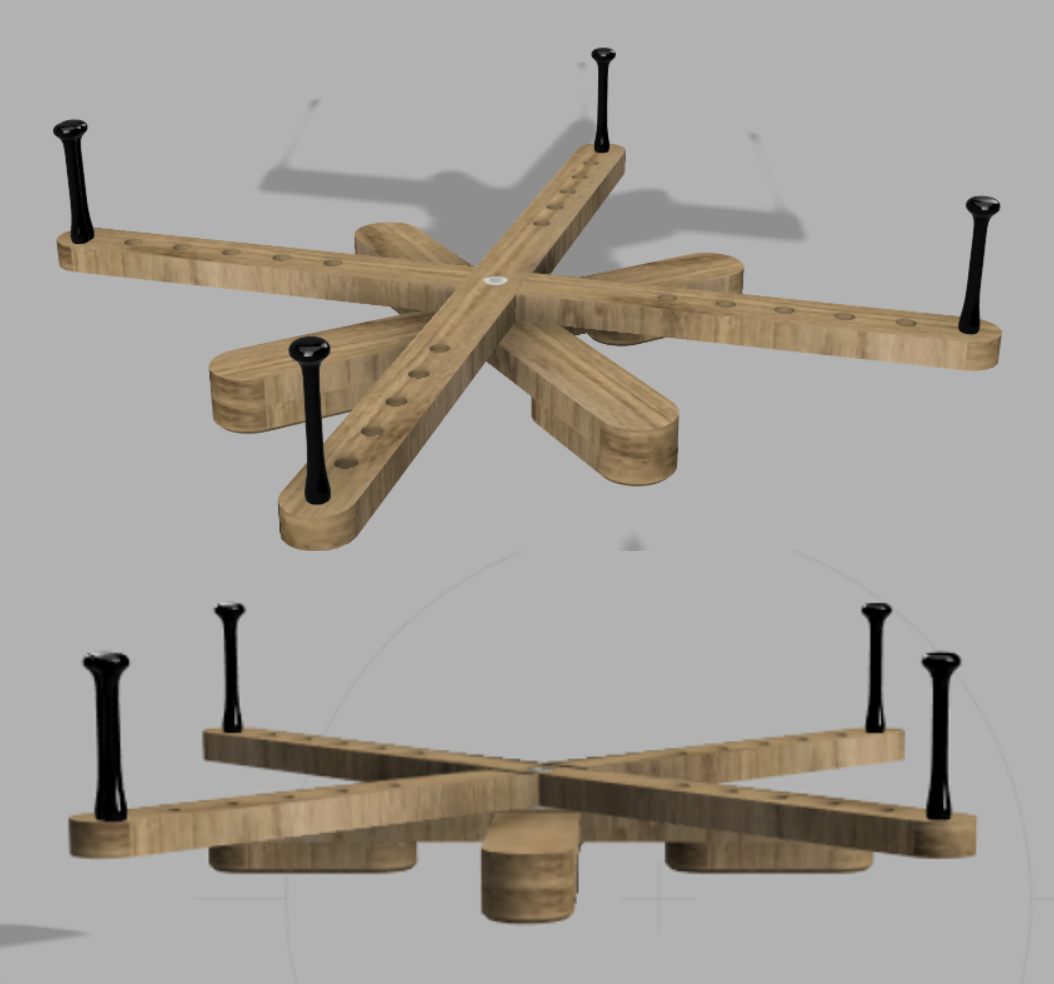
I noticed before Christmas that my wife had listed a Yarn Swift (a $69.99 contraption made out of a couple of sticks of wood and some pegs) in her Amazon wish list. She likes to buy large hanks of yarn that need to be wound into balls and this assists with that process. I figured, I could make one a little nicer looking and use up some of excess oak that I have in my possession. So I looked at the dimensions and drew one up in Fusion 360, to include the HDPE bushings I would eventually mill for it.
- Machine Type:
- Other Machine
- Software:
- Fusion 360 for design. Estlcam for CAM and control
- Electronics:
- Other Controller
- Machine Time:
- More than necessary due to a couple screw-ups (bad work holding)
- Bit or Laser Size:
- 1/8" and 1/4"
- Feeds & Speeds:
- 3000mm/minute and 20000rpm
- Materials:
- Solid Oak, HDPE, and PETG
It appeared to all fit together as planned so I saved the DXF files and went out to the garage to fire up the CNC. I loaded the DXFs into Estlcam and generated the tool paths.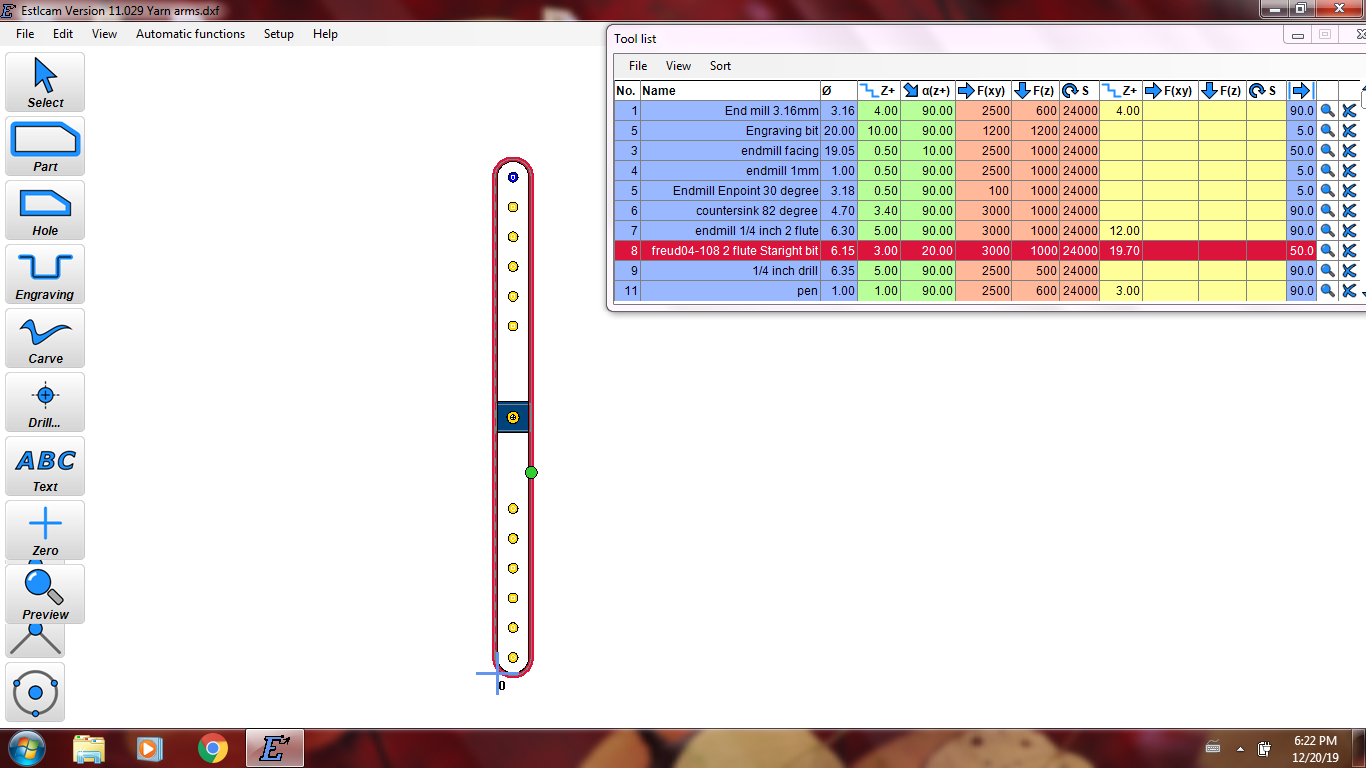
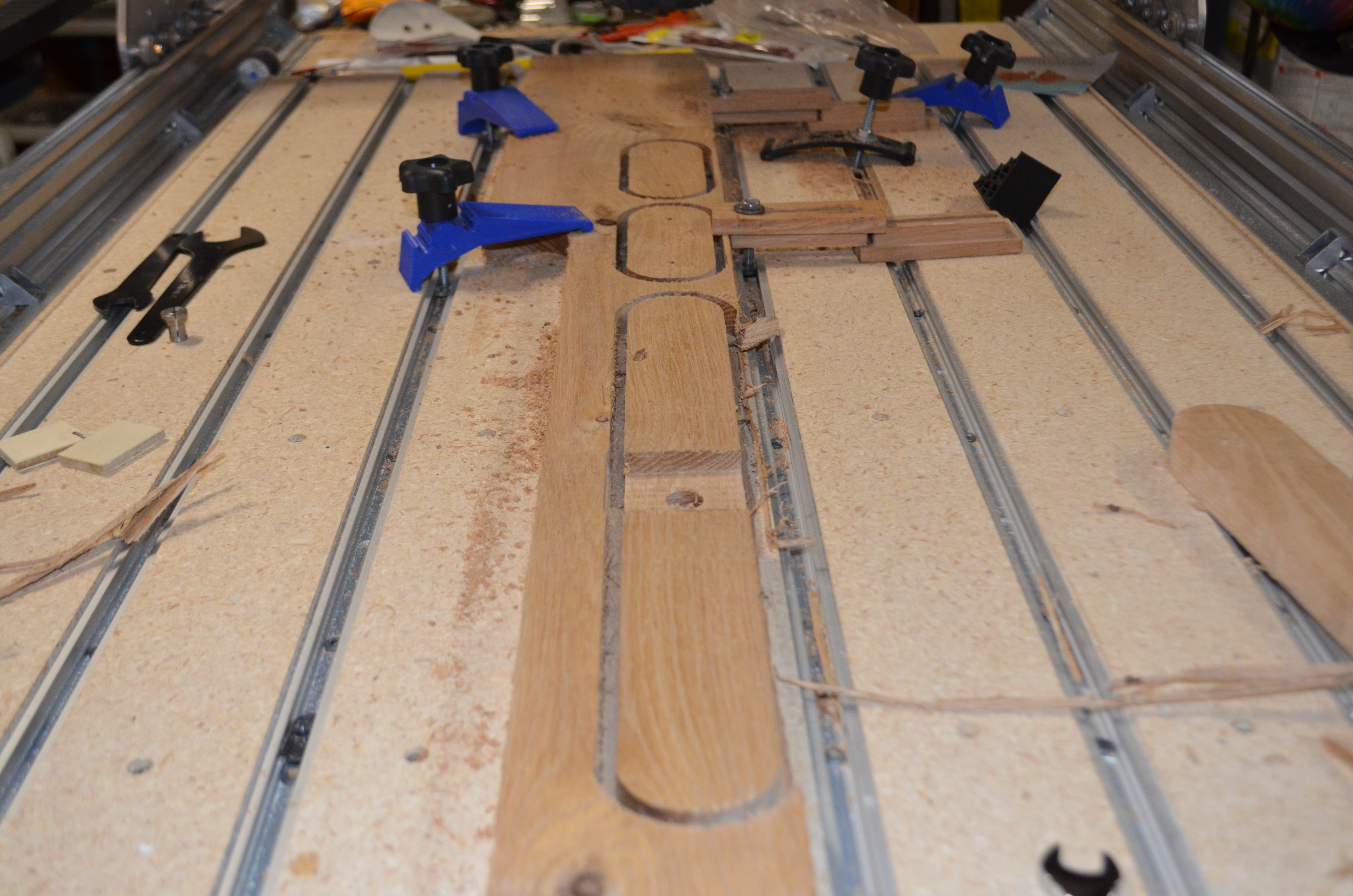
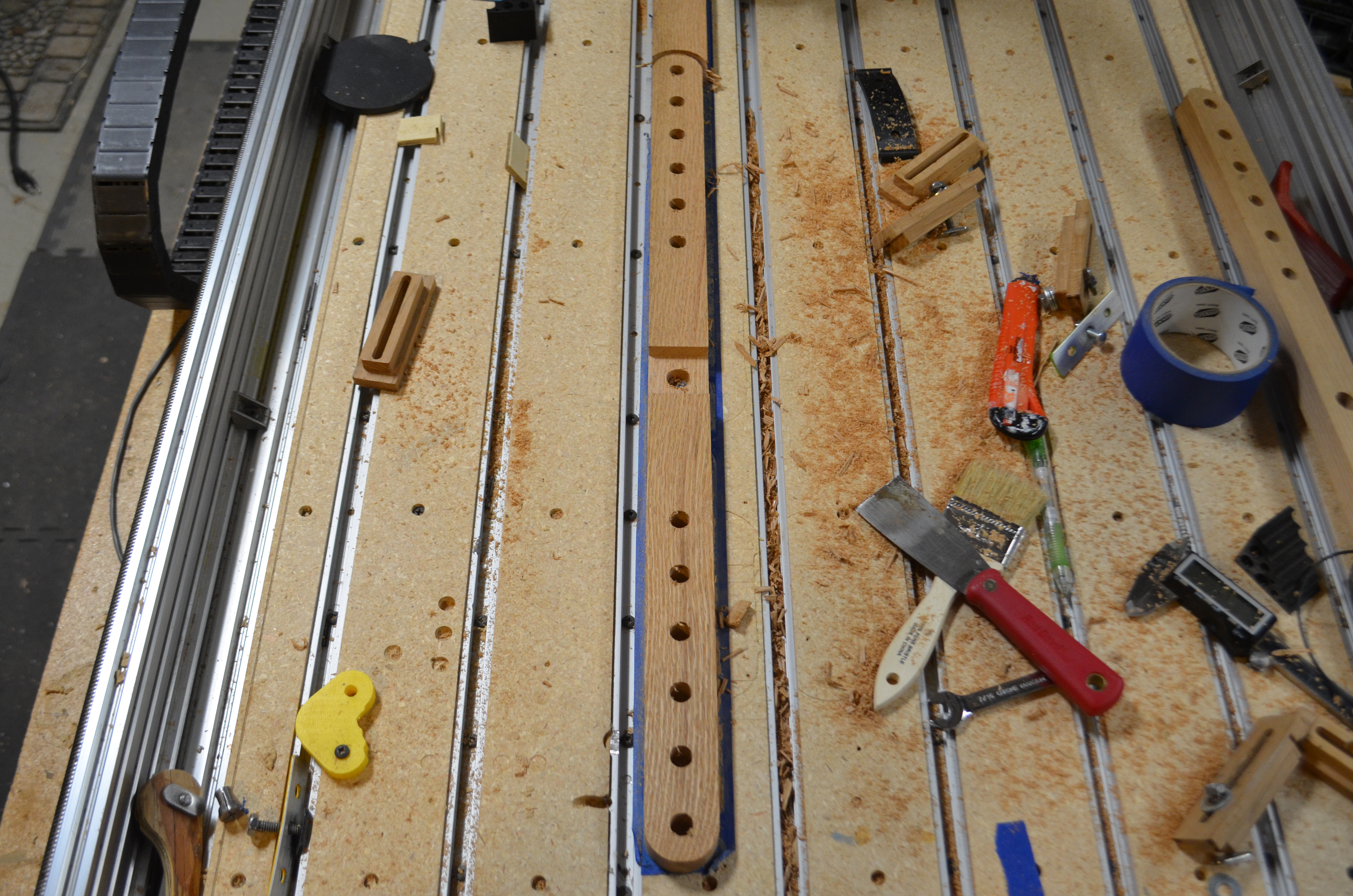
I found some ¾ inch oak that looked suitable and milled out the three types of wooden components, the feet, base, and arms.
The feet had pilot holes drilled in with a 1/8” end mill (peck drilling tool path). All components were cut out with a 1/4" - actually 6.15 mm which is critical to know for parts to fit - two flute Freud end mill that has straight flutes (profile cut tool path with a ramp in). I prefer these for wood because there is no tear-out as there sometimes is with a regular up-cut end mill:
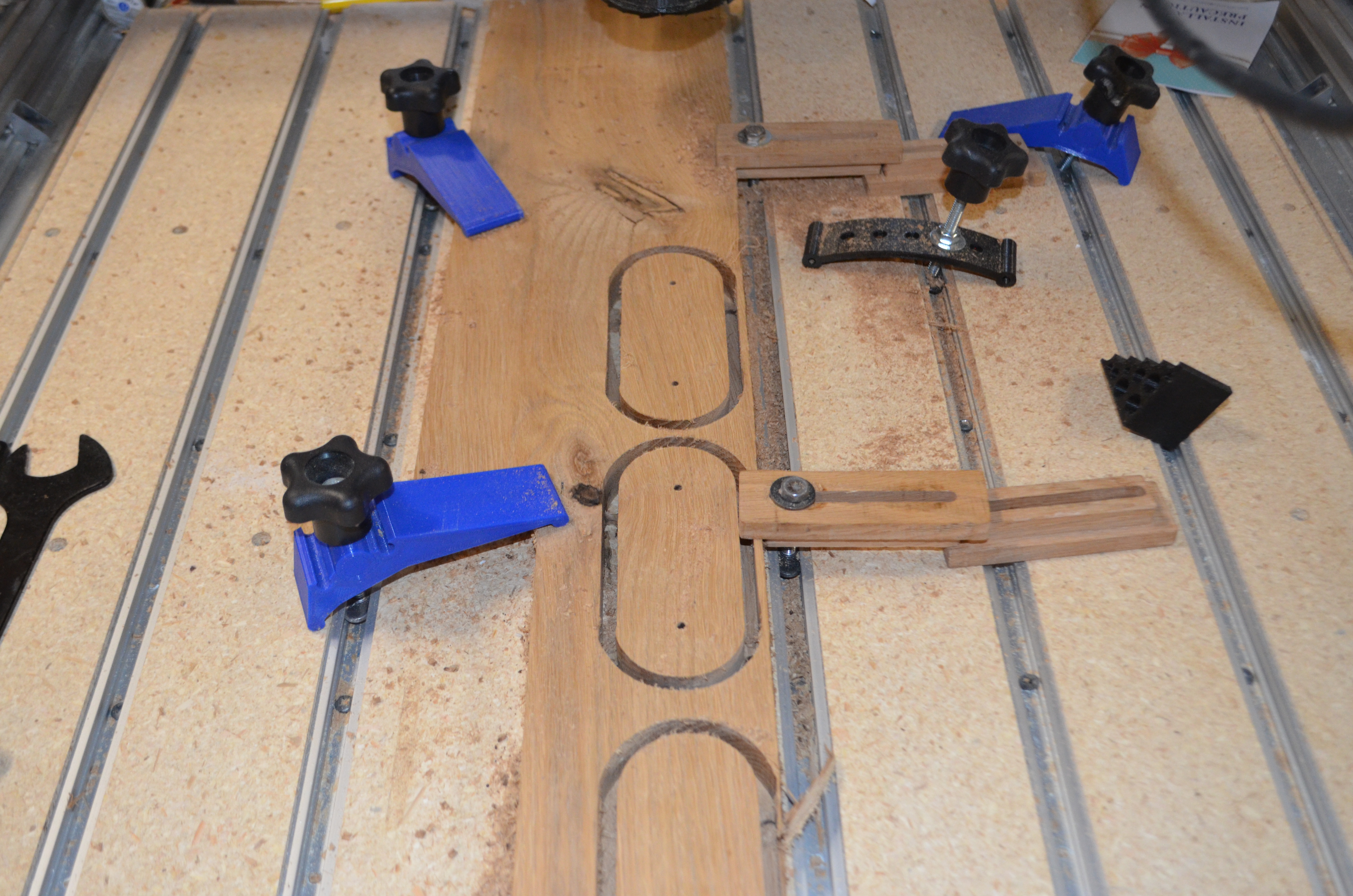
The base with a lap joint (pocketing tool path). The hole (helical drilling tool path) in the middle is for the HDPE bushings and 1/4”-20 bolt “axle”:
And the arms have the 1/2” holes (helical drilling tool path) in them for the upright pegs. They also have a center lap joint (pocketing tool path) and 16mm holes (helical drilling tool path) for the bushings and axles:
I took some scrap pieces of 6 mm HDPE leftover from a compass mount I machined for a friend’s sailboat and made some flanged HDPE bushings. The bushing flange is 32mm diameter (profile cut tool path), the bushing is 16mm diameter by 4mm tall, and the hole is 6.5mm (helical drilling). They press into the top and bottoms of the arms after joining the arm pieces, and the base after joining the base pieces. These bushings work very well and I make them for a lot of projects that do not have a heavy load.
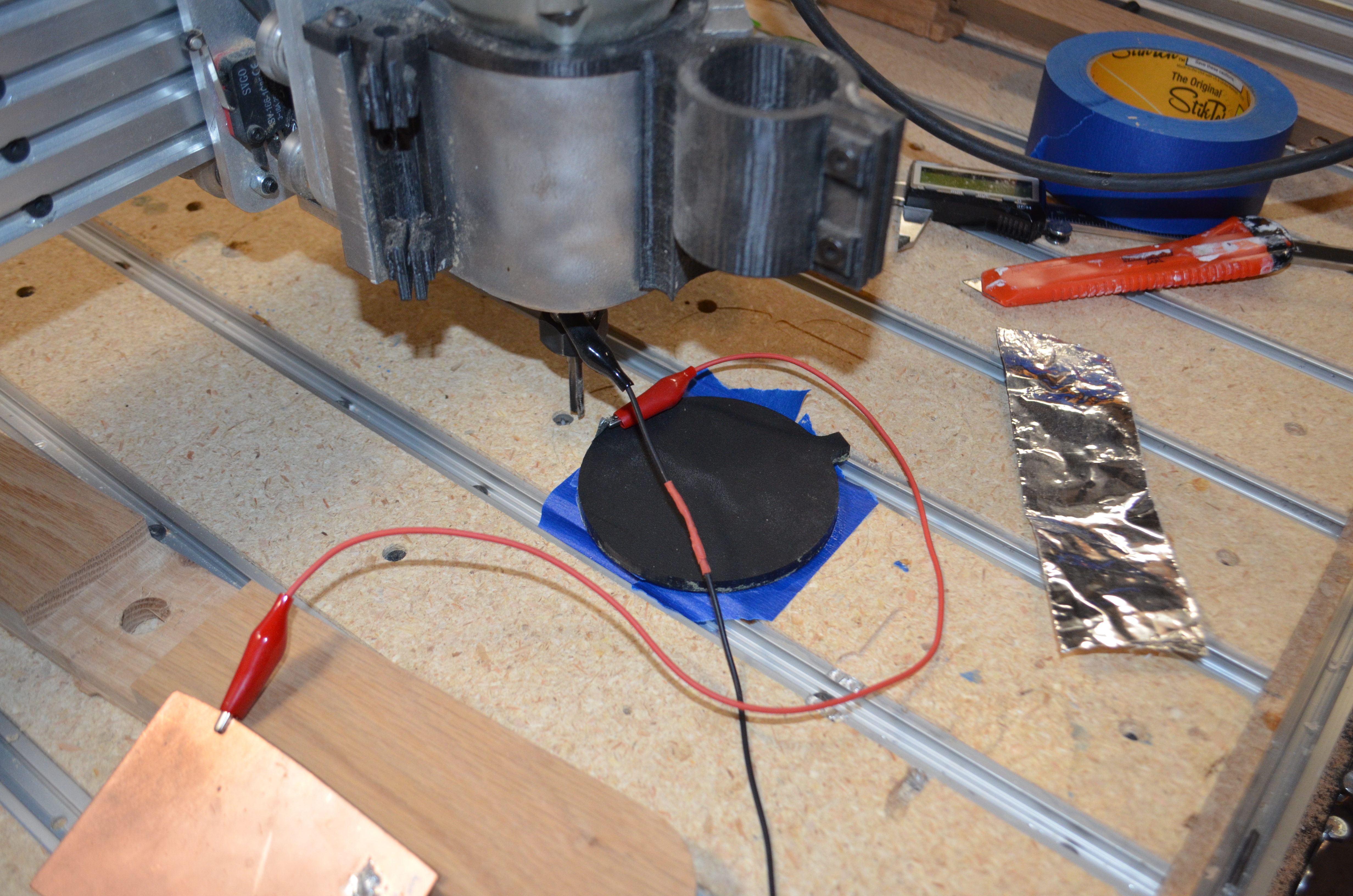
In the following picture I was using some aluminum tape (0.06 mm thick) as my touch plate, and using the center finding function in Estlcam, I probed three locations. The tape was clipped to my actual touch plate with an alligator clip. This piece of HDPE was just big enough for the 4 bushings so z-zero in the center ensured they would all fit.
The resulting bushings: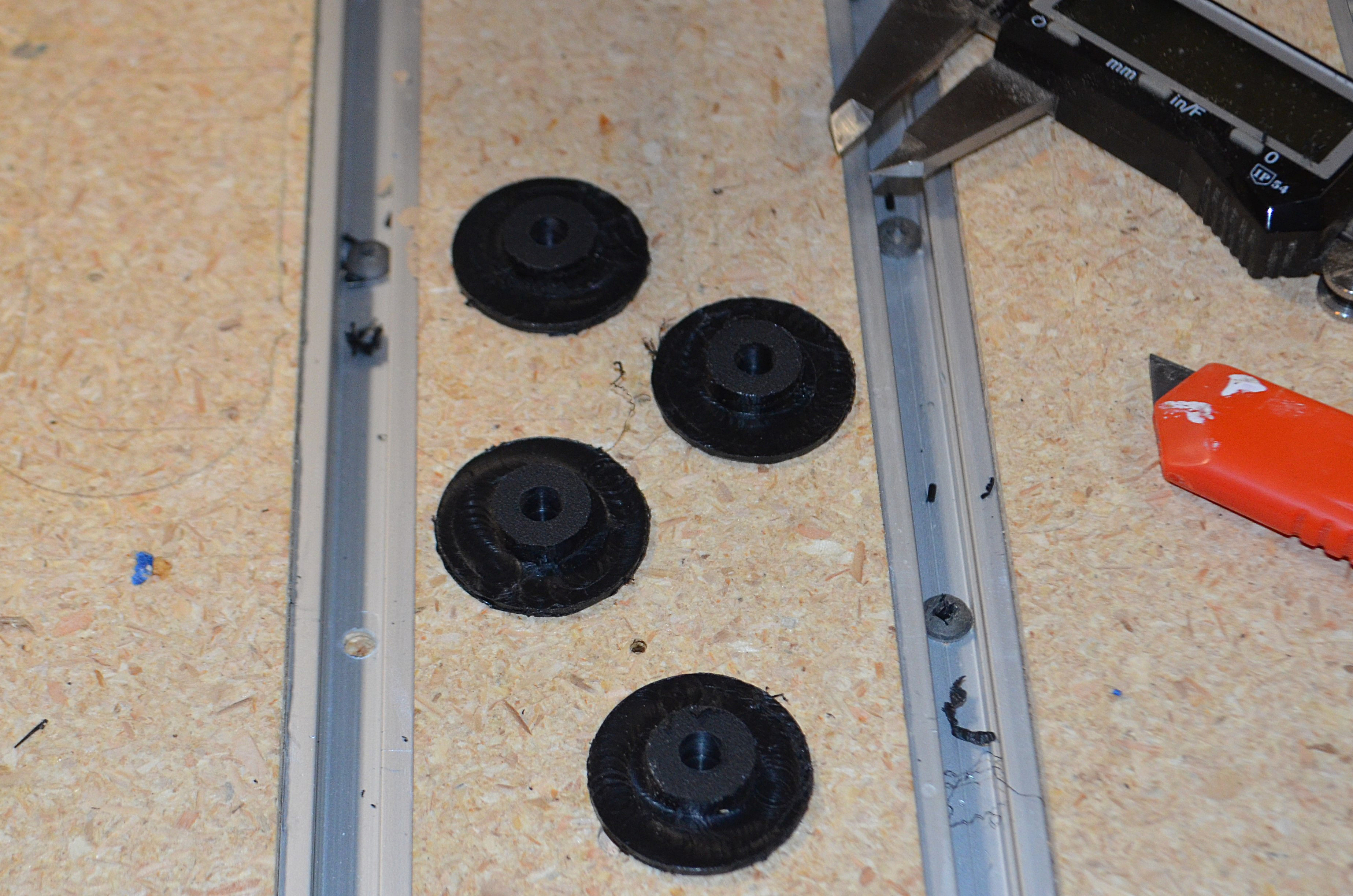
I used flush cut bit on my router table to clean up the tabs on all parts. Afterwards I used a 1/8 radius round over bit to break the edges.

I started the assembly process to ensure everything fit and functioned.

After that they were sanded, stained, and clear coated.

I designed the pegs that the yarn wraps around and 3D printed them out of black PETG. They have 3D printed wing nuts, but the pegs press fit tight enough, They are not necessary.
After it was all fit together and spun freely, it was wrapped and put under the Christmas tree early Christmas morning after the clear coat was dry (I am known to procrastinate).
It can be quickly assembled and disassembled for easy storage.

Here is a my daughter winding a new yarn ball from my wife’s bulk yarn hanks.
-
Dismiss NoticeThis site uses cookies to help personalise content, tailor your experience and to keep you logged in if you register.
By continuing to use this site, you are consenting to our use of cookies.
User Comments
Sort Comments By