Why spend a lot more money on a 4-jaw chuck (if cutting soft materials) when an adaptor plate made from scrap aluminum will work for all shapes of work stock?
- Machine Type:
- Other Machine
- Software:
- Fusion 360 for CAD, Estlcam for CAM and control
- Electronics:
- Other Controller
- Machine Time:
- 3 minutes
- Bit or Laser Size:
- Roughing and finishing - 1/4" end mill
- Feeds & Speeds:
- 800mm/min, 1mm DOC, 500mm/min plunge
- Materials:
- 6061 Aluminum plate
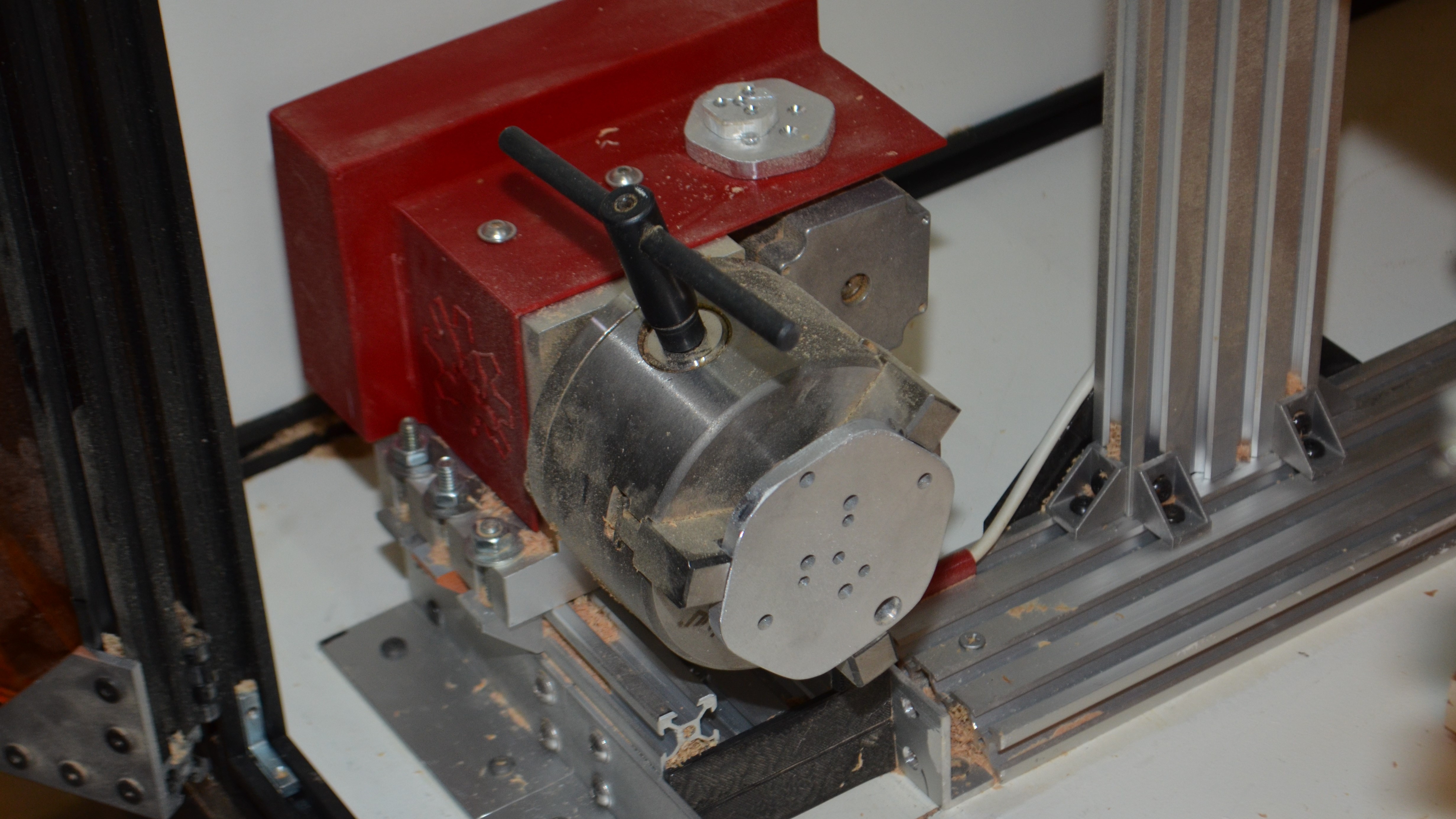
When I first started looking for a rotary axis for my lathe, I wanted a 4 - jaw chuck so I could easily put square material in it. But, I had a hard time finding one in a 100 mm diameter and when I did, it was about $75 more. Looking back on that, I realize a 65mm diameter rotary axis would have been just as good, but significantly cheaper. You can put in any diameter work stock with the adaptor plate- within reason. So, if you plan to add a rotary axis, save yourself some money. The gearing (6:1) is the same for the various sized head stocks. (50mm-100mm).
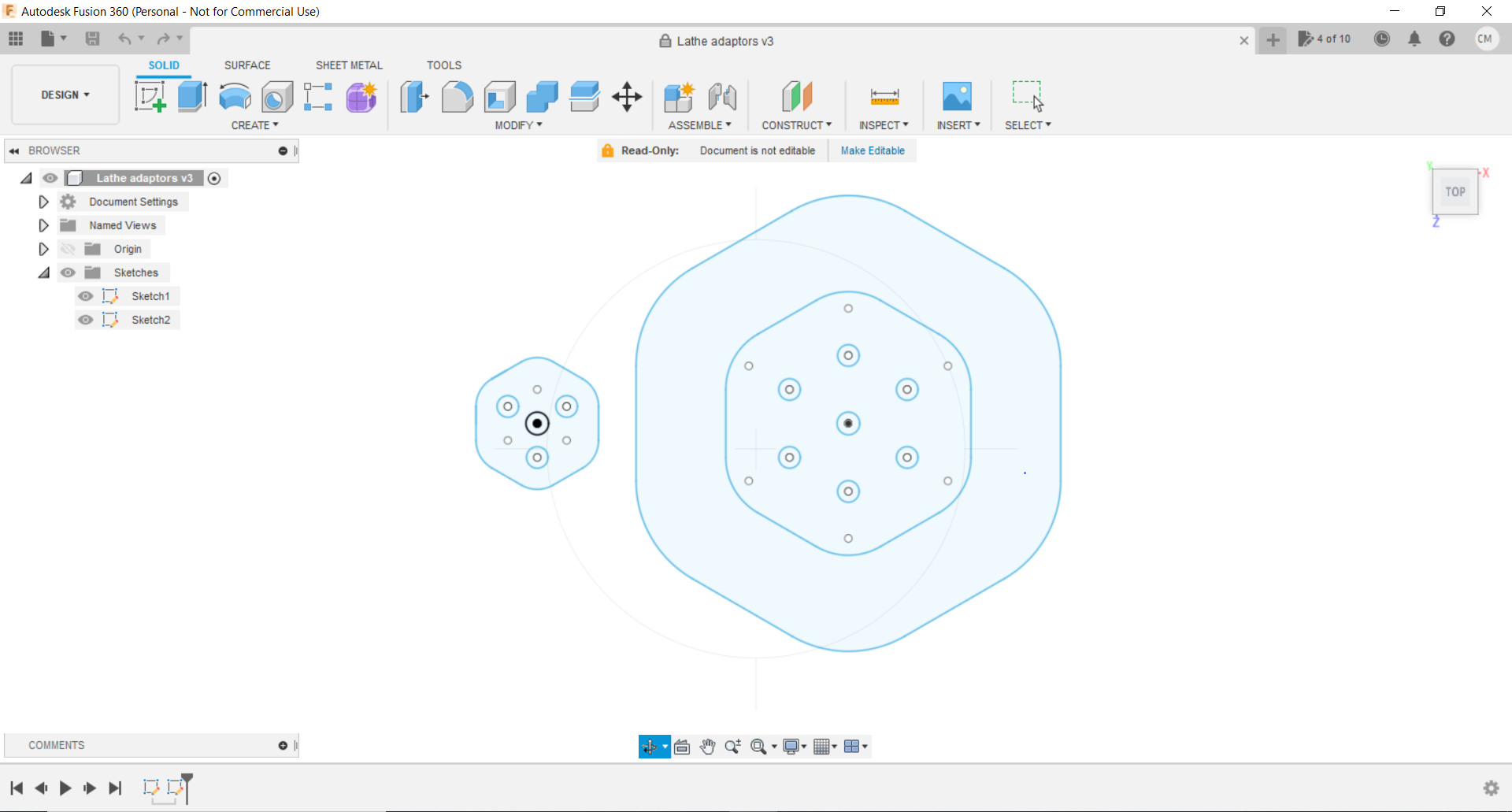
I did a quick drawing of a 3 hexagons with screw holes. I drew one inside the other to save time. I use Estlcam so I just pick which holes and outlines I want at the time I cut. I believe OpenBuilds CAM is the same way.
I had a piece of aluminum scrap left over from a mistake made in a plate I cut for some modifications to my existing CNC so I repurposed it. That is why one of the adaptor plates has a lot of extra holes.

I cut out the three different sizes, though since doing this, I only use the largest.

The largest one below has the extra holes.
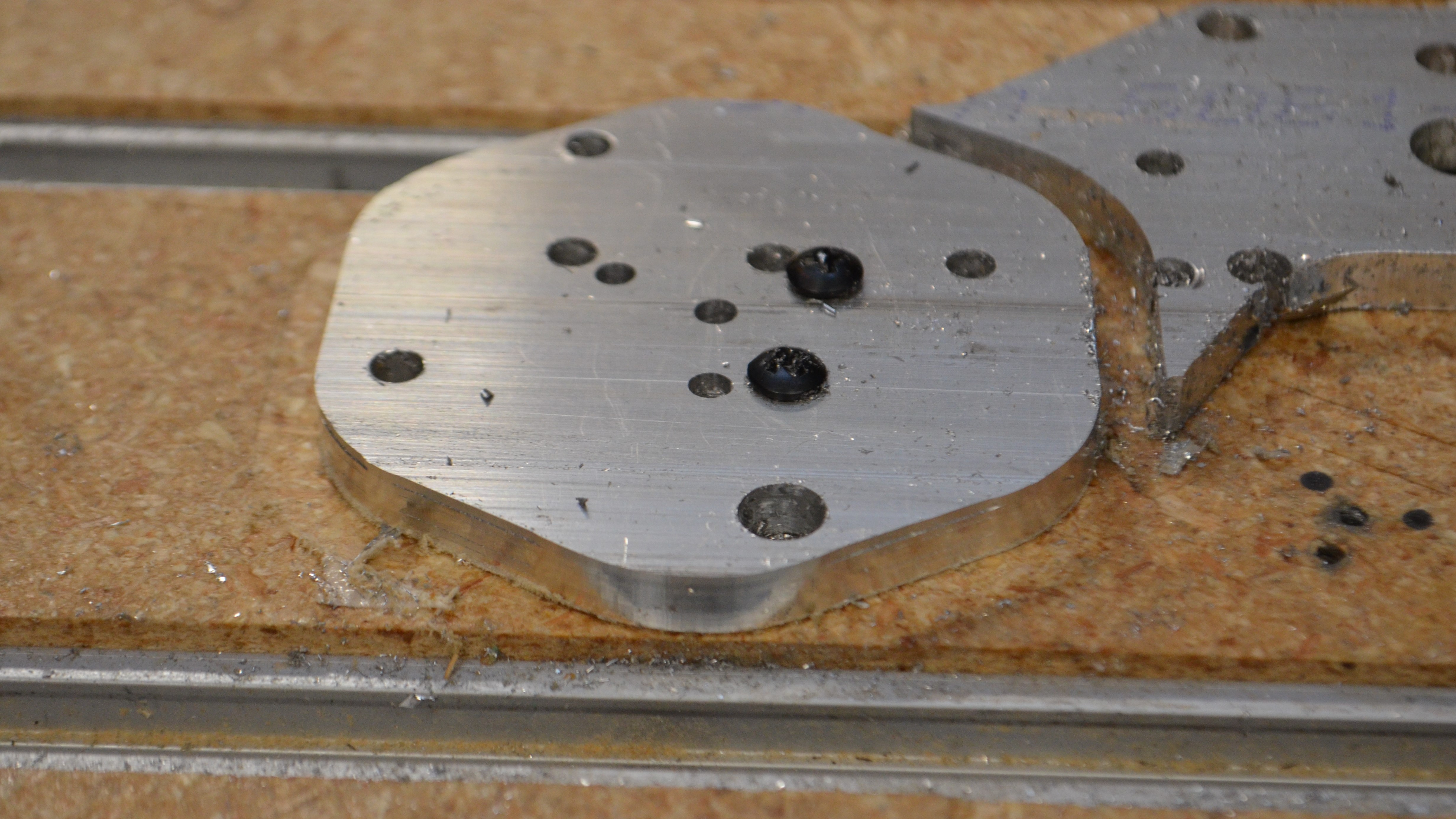
The reason I prefer the larger one is I can grip the plate closest to my X zero point so no stock is wasted as shown below.
Here is a video of it in action. I had some cedar fence board scrap that I glued up into a block. I then used Vcarve Desktop to create the rotary tool paths. The mode was from Thingiverse: Tbuser's Poopin Gnome Tbuser's Poopin Gnome with hat by AuntDaisy Immature, I know. But, my wife found it funny when she saw it under her basil.

Intermediate Adaptor Plates For Non-round Stock For A 3 Jaw Chuck
Workshop Project created by Giarc, May 24, 2021
Tags:
Share this Project
EvanH, Mark Carew and Ariel Yahni like this.
User Comments
Sort Comments By