
**I Just want to say a big thank you to Simone Giertz (pronounced yachtz) and Adam Savage - you inspire me day in day out with your vision and craftsperson-ship. I missed seeing Adam in Melbourne recentlybut would absolutely love to work with you both! Fully ready to start Tested Down-Under
DESIGN - "I Can't get you outta my head...!"
This build has undergone several iterative changes along the way - for the most part the plans are solely in my head until it is finished, due to minor and/or major changes for whatever reason. For instance this image below - was a bracket printed to hold a 10mm Bearing for the X and Y axis shaft.

However after printing 8 of these realising that mounting them would be a struggle without losing precious build volume.
So the design was tweaked in favour of the following - which is effectively 2 of the same piece as above joined together solidly between, then each of these abut either side of the framework.




The original plan was to build something bigger than the Anet A8 I have - which although it has some great upgrades, such as MKS 1.5 RAMPS, duel extrusion, etc. the build volume is still not quite sufficient for some work I wanted to achieve.
WHAT DO I NEED?
Something which probably wasn't a big issue, but maybe some of the changes I made caused it to be with the A8 - The vertical orientation of the X carriage shafts and the cantilevering weight of the tool itself causes the slightest of twists to the shafts, which causes a slight difference in Z position from the edges of the build area to the centre (when I say slightly - it might only be 1mm - but when you are printing 0.2mm layer height - that is a full 5 layers!) . Moving to Bowden extruders fixed this by reducing the cantilevered weight, but the secondary problem is the jumping nature because there is still play in that design, and when just a small amount of poor extrusion on one pass, will cause the nozzle to catch due to the play, and can be awfully noisy as well as sometimes missing X or Y steps as a result.
Hence why quite a few more successful designs use the two X shafts in a horizontal position with the, most of them with the tool placed in between both. This design is fine where the X carriage only stays on the X plane, as there is no real loss of print volume.
Ideally however - Extra print volume is what I am after, so the ideas of CoreXY/H-bot and X/Y mobile carriage are where my attention lead.
CHALLENGES
Parts
The first problem I have 99% of the time, is the timing for getting parts. My mind races a lot of the time and it is frustrating when at 1 am in the morning you get an idea of something you want to add/modify and there is no-where open to get it, or it might be late Friday and you know that even if you ordered something on Ebay, unless they are local, allow pickup are open on weekends or after hours - then the idea is Doomed to fester...(Big shout out to silvers-123 on ebay - they run CNCShop where so far most of my purchased parts have come from - great prices, good quality items, and happily allowed me to pickup locally.)
I come from a long line of engineers, and have been tinkering for at least 40 years (since I was 3,) so getting around technology and manufacturing, regardless of any formal training, is pretty much second nature to me. But still, this is my first 3D build, other than having to put together my Anet A8 when I bought it only 6 months ago, and that was prefabricated.
SPACE
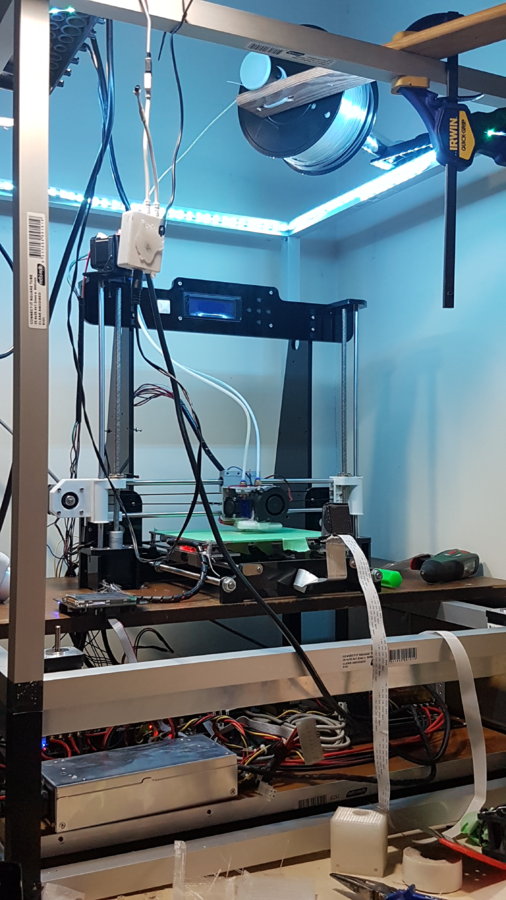
So when you are a little restricted for space - where do you build a New printer, when you also need to print parts for it with your old printer...
Solution: put the frame together and put the original 3D printer inside it...
CONFLICTING LITERATURE
Probably the biggest problem you are going to have during any Build is getting the "right" answer from forums, google and so on. For the most part the reason for this is, there is no single Right answer, especially as everyone has different build skills and experiences and more than likely a different purpose or outlook on how things might look or operate.
For instance initially with my build I wanted to completely enclose the whole unit which would mean clean edges for the framework so I could easily place perspex around the whole unit - but when my need to have the Bearings I purchased sitting a bit further back on the framework - they now jut out a bit so I will need to change my enclosing design, however to me it actually looks quite good as it is, almost as though it is Designed that way...haha, so will try and enclose it but keep them sticking out as a Design element. Some might not like this and completely disagree - so will say "Well you should have done it this way..." - whatever you do, listen to Advice, not criticism.
To Print...or Not to Print
So how much of your build Can, Should and Will you print?
My build as previously mentioned has and is continually going through phases to suit both requirements, improvements and new ideas, for instance looking to use this build to also incorporate a 3D Scanner functionality has me thinking of a Rotating table attachment - Simples!
Besides one part which was printing on the Anet A8 at the time of this image, the below image shows a whole lot of parts I have printed (excluding 3 parts not showing here also as they are the Mounting blocks for the Heatbed to the ACME screw and Vertical supports.)

The 10mm Timing chain(s) 10mm timing chain Al gear, 10mm Linear bearings, 10mm Radial bearing, 8mm steal shaft were all from silvers-123 on ebay. The 10mm shafts on the right?? - Bunnings 10mm Galvanised steel shaft - More about these later on.
There are also some 8mm Linear bearings there - these came out of the Anet A8 when I replaced them with Plastic bearings to reduce noise in that particular printer.
Apart from this you can see the various printed parts.
4 x Clear10mm x 16t T5 gear.
4 x Green 10mm x 24t T5 gear.
2 x Green/Black X or Y Carriage sled (the opposite axis sleds were still printing - the reason I list them as X or Y - is it really doesn't matter which way around they go, but by the time I am finished there may be more reason to have them the other way around...You will see why lower down.) ** Addendum - Will be replacing the 2 x shaft units with wider ones now due to placing Tool between them, not off-set (more on this later.)
4 x Green & Black Bearing brackets - one already mounted in top right corner of the frame.
1 x Green/Black X/Y Tool Carriage - this is the central Tool carriage, it may undergo some more iterations as we go to accommodate the need for attaching more hardware to it, or changing the orientation of Pre-designed holes, etc. I have already found it works well just as a base with it's pre-designed 4 holes to simply attach a Tool plate to the bottom of.
As seen here with a Diamond Head bracket I designed for the Anet A8 easily attached to it. (This thing is coming together like the ISS...! Making adaptors for adaptors...haha)
In terms of deciding to print any/many of these parts - It comes down to the application itself, and also in this respect the method you then use to print, i.e infill at 10% for parts with less stresses on them, and maybe 25% or higher with those with higher stresses. I have tested the impact strength of my PLA parts for instance when creating a 100% infill Golf ball - I hit it with a Driver at full swing - if Golf physics is to be believed, this exerted a force of anywhere between 1000 and 4000 pounds of force. the only damage visible afterwards was decontamination of about 20 layers at the point of impact.
So you can see why some people are making Working Planetary gears systems out of 3D printed parts.
Most of the parts for this printer as seen above are printed at between 10% and 15% - for prototyping purposes. By the time I finalise a design I bump the in-fill up a bit and also decrease the print speed slightly (for instance for Gears where precision is key.) - the Sleds for the X/Y shafts for instance can be printed faster and at only 10%-15% as their aesthetics are not key, so a few little imperfections here and there are not a problem, and the Forces on them are very minimal.
The Diamond head Venturi however - due to the proximity to the Print head - needs to be done in ABS, but for me so far that has presented it's own challenges, as yet I do not have an appropriate Build surface to get ABS to stay Stuck to it, the Venturi and bracket I did print are probably my best ABS attempts with the A8, and not too bad...to the point where I installed the Diamond Head on the A8 last night and ran a calibration cube test - it ran flawlessly!
PRINT VOLUME
Within this weekend just gone - after printing off the custom bracket to hold the Tool to the X/Y Carriage and moving it to the extremes I have noticed a significant reduction in expected build volume with all the timing belt pulleys, and whole gantry system in place.
Namely it went from the volume of around 500mm x 500mm that I initially had envisioned, to a mere 330x330mm - So I was losing almost half my space due to the Tool placement being off-set due to having both X and Y rods.
Luckily the fact I was able to increase the height in one iteration meant I can now leverage this to get more Overall volume, by sacrificing some height instead, thereby placing the tool(s) directly under the X/Y Carriage - so although I haven't yet calculated total height, it increased X / Y back to about 450mm x 450mm, and I dare say height will be somewhere around 450mm too.
With this being said - the parts I have been printing even in the current iteration, and overall design has a secondary advantage - from a Scale perspective it is not necessarily limited to this. In other words all I need to do is increase the length of the Timing belts, carriage rails, acme screws, frame, and all the existing printed parts can slot straight in without re-design.
PHYSICS
Back to my initial Gantry design, although in the marketplace it has some solid maturity in big names, this is a problem you will face when having both X and Y moving gantry, and something which should be considered regardless of design. In that if the design of one element causes you to bend the rules in other areas it needs to potentially be reconsidered.
For instance using X-Y moving gantry means you have maybe 4 options to mount your tool.
1. Off-set the tool to the corner of the gantry - depending on the weight this will add torque in that corner of the gantry and also as I have experienced - massively reduce print volume in both X and Y axis.
2. Place the tool underneath the X-Y gantry - depending on how big your tool is - this could massively decrease your Z axis height. Maybe not so bad for Laser or Milling, but for 3D it isn't ideal.
3. Increase the distance between X guide rods or offset Y guide rod and centralise the tool on one axis - will give the same result of either reduced X or Y axis.
4. Use a design which is More efficient with the space - such as changing from X/Y cartesian to H bot.
5. Increase distance between X and Y axis guide rods, and distance between both X axis rods place tool securely between both X rods with Y rod over the top of the tool.
At the initial time of writing this section option was only 5 minutes old...For the moment I have opted for increasing the distance between Guide-rods X and Y so that the tool can sit in between them. There is plenty of room for not only the Diamond Hotend, but room for other attachments such as a Dewalt Router...
SET-BACKS & Preperation
26/02/2018 - So...I'm putting these two together simple because as much as so much of this build is experimental, the saying "Failure to plan is planning to fail." I was about to test the Axis movements using the customized RAMPS I've setup (9 Stepper capable.) but I quite sheepishly had the RAMPS and CNC V3 shield sitting loose on a shelf, ran 1.5m stepper cable to the frame and motor, the weight of the longer cable draped across the expanse caused the whole ramps assembly to be pulled off the shelf. The CNC board was loose enough that it must have spun back around touched the RAMPS shield or the Ardunio itself. Now this probably wouldn't have been a problem, but I already had a 12v supply hooked up and on, so within a very short moment although it seemed to be working for a few moments the "Brown Smell" was very evident.
The interesting thing was that when I wound the power back on the power supply to around 5v it seemed to work, but turning it up the smell was worse and the screen was pulsing on and off. So after doing some diagnostic sniffing I determined that it wasn't the RAMPS board, but rather it was the Arduino...of course the most expensive part of the whole lot...Grrrrr...
So the Preperation here should have been Secure the boards before powering up. Luckily for me I had a spare...so I wasn't set back too far, my next set-back however is more academic - I re-assembled the axis assembly (explained below)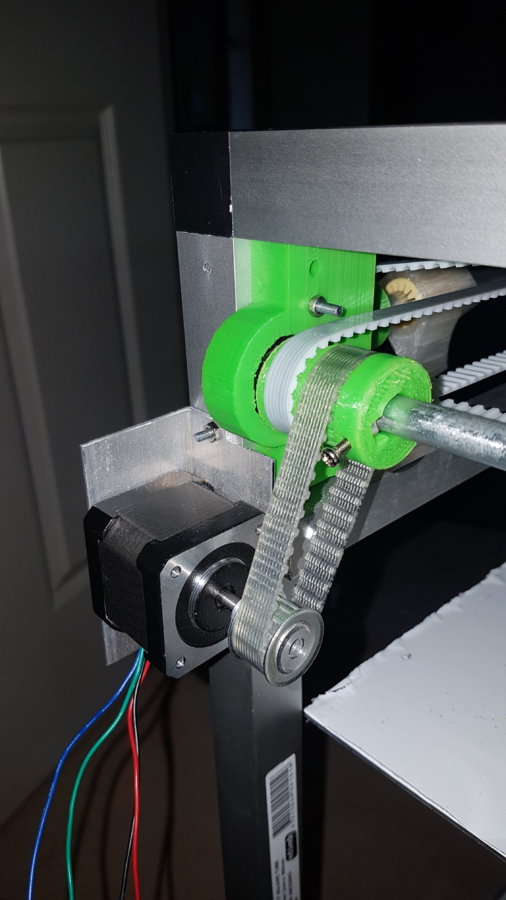
And for the most part the Movement is nice, however I find that if you touch any part of it the Stepper skips and splutters. So by this I realised I need to increase the Current to the steppers, but of course the moment I do the steppers heat up significantly. None of this is new to many I am sure, but it does present you with that "two steps forward, one step back" feeling. You just need to always consider taking a breather without getting too frustrated.
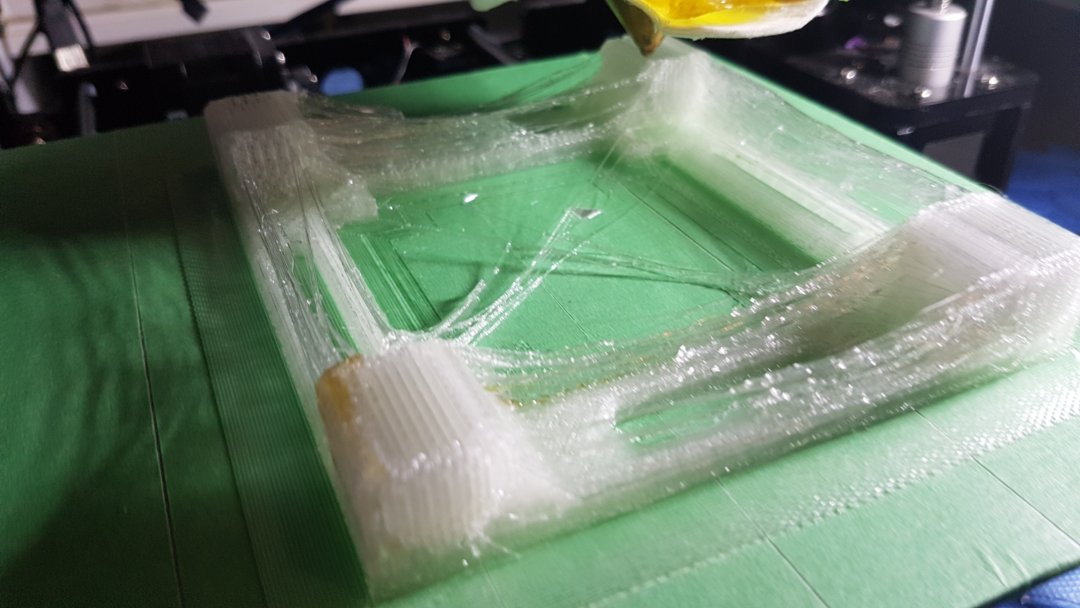
Even something else I found a couple of days earlier than this - I found that my Diamond Hotend prints were very stringly, and having excess buildup in a lot of places. I experimented with dropping the temperature, and now according to the sensors it is printing at 160 Deg C. with little to no stringing and buildup.
BEFORE:
AFTER: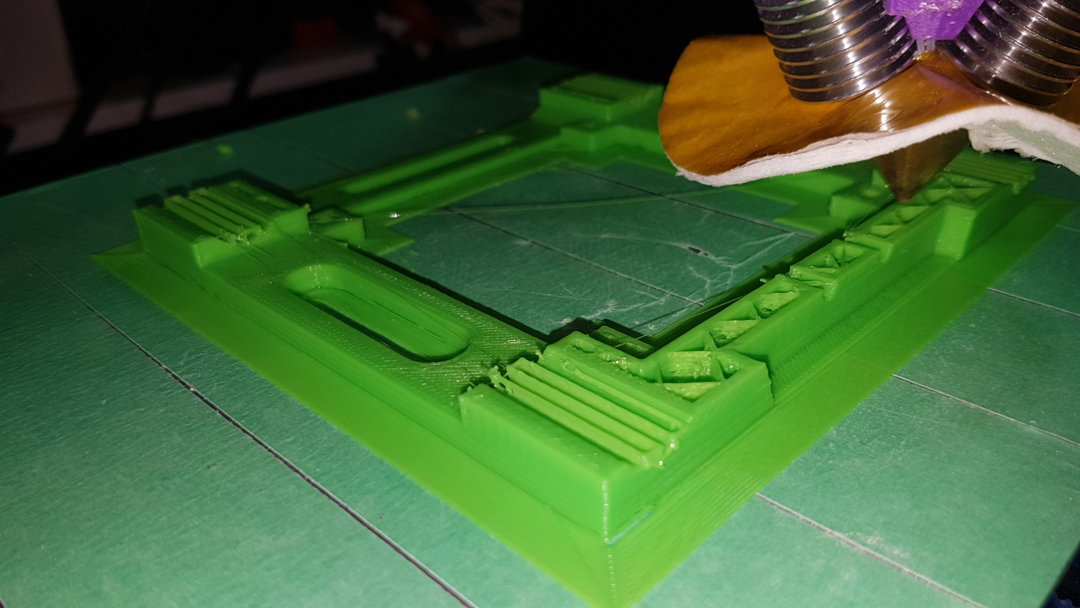
THE BUILD
**I Will be adding a lot more images as I go as well as the source files for Final printed pieces.
28/2/2018 - Frame-work and Parts in place Sketchup will be uploaded later today, You can see in the Attached Zip file - Framework.skp - I am finally getting a chance to put all my printed sketches together, this has been done while waiting on some server upgrades to happen, each Component is based on individual Sets of parts. So you can hide other components, choose just one component then part of that component and export to STL to get a printable part to those specs.
You will find some parts have Measurements which are not 100% exact, I also have tolerance matrix I made for my A8 - for instance 20.4 mm will print ok for inserting something that is 20mm - but I might have to have 11mm for something 10mm. It all depends on how tolerant and accurate your existing printer is, along with how long you want things to take as to whether you print slower for more accuracy.
28/02/2018 - added Zip file with DeWalt 611 Bracket to attach to existing Gantry (adjusted gantry included.)




FRAME
As mentioned timing is often my enemy, so instead of waiting for T slot extrusion to be available and/or shipped I went for a close alternative, it's called Connect-IT and is available from Bunnings here in Australia, they always have tons of it, in varying sizes. In particular they have standard metric sizes of 450mm, 600mm, 900mm and longer.
They also have all the connectors to join them together (mind you for one lot of the connectors I had to store hop due to incorrect stock values - looks like people have a habit of mixing up the pieces in the small bins they sit in, and since Bunnings now do self-checkout, these small items easily go walk-abouts.)
So - after picking up 16 x 600mm aluminium extrusions 8 corner pieces and 4 x 4 way connectors, and cutting up a couple of pieces I already had to make some shorter 150mm pieces. It took me no longer than 10 minutes to soft mallet the frame together.
Next as far as the Frame goes - was the 25mm x 50mm Aluminium tubing used as supports for the Z axis stepper motors - these have undergone a further change to get the motors Underneath the tubing - and also changed to 3 steppers rather than 4.
Per the Updated Sketchup here: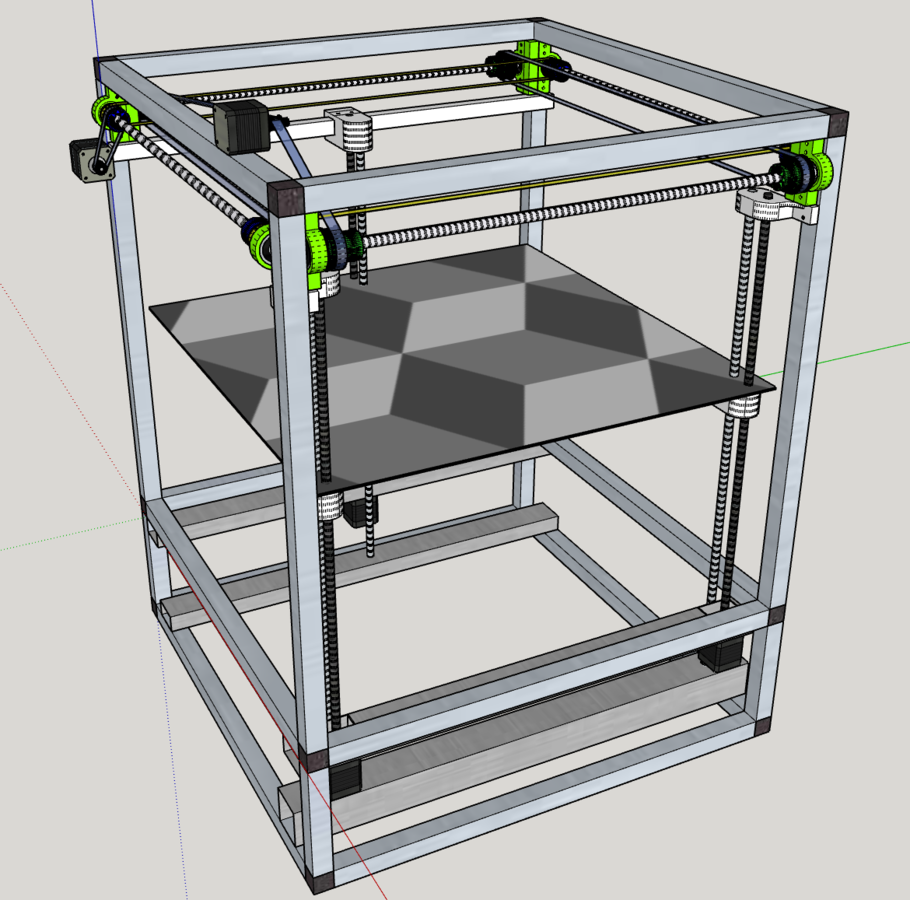
BUILD PLATFORM (not build plate - just the Platform which forms the Z axis - which will then have a "Build Plate" on top of it.)
Here I found conflicting or rather lack of hard argument as to why I should use 3 over 4 motors, but after a bit of thinking and quick plane vector mathematics:
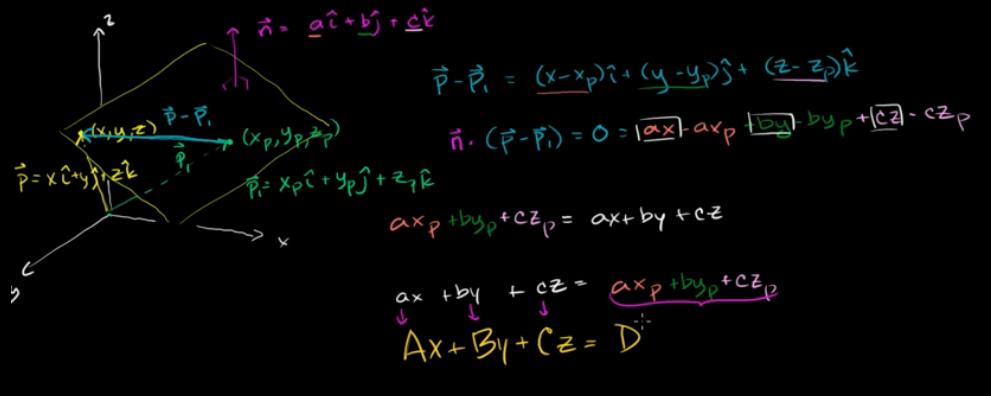
I decided 3 was more optimal - because even though it is a Square, it acts in 3 dimensions, X, Y, Z. With 3 motors to adjust Z heights you only need to move one motor at at time to act on each plane (prodominately Z.) If you had 4 motors, you would need to move either 2 at a time or 3. If you only moved 1 - at least two other points act as an anchor and prevent the movement, thereby twisting the plane.
BEARINGS, RAILS, SCREWS (Platform cont.d)
I have seen several people reference possible needing to have bearings for their lead screw attachment to the build plate, or on their Z guide rails when using similar moving z axis plates. With my leadscrews and lead Screw nuts - there is enough play between the nut and Screw to allow for the slight twist, where in testing I have had the build platform upwards of 50mm difference in height without causing too much torque on each of the other screws - the worst would be having them move to a point where they jammed - I figure if you have to adjust the build plate more then 50mm in height anywhere, you would probably be best getting rid of the cooking wok build plate you are trying to build on!
The Stability of the plate itself is handled by the vertical shafts situated along side the lead screws



(Image here showing Build plate Mounting block for Lead Screw nut and 10mm Linear bearing for Z axis stabilising shaft.)
DRIVE TRAIN.
Again using the concept of a well known brand - referenced by Keith Davis in his design - I was able to closely resemble his setup half through seeing his design on the basis really of evolutionary theory. Namely that given a certain number of conditions, no matter where and what life and technology will evolve similarly through requirement.

For instance if the Wheel was not invented by whom-so-ever it was, eventually it would have been by someone else, we often use the term "You wouldn't reinvent the wheel" - because for all intense of purposes, it is what it is and although styles and aspects of it might change to suit purpose, it won't really change from being "round" in nature (I say "round" in case anyone wants to argue the use of Spherical wheels) - and this is because regardless of individual design, tread, style, etc. anything circular/spherical will be 100% the most proficient design for said wheel.
** I will be updating the Build, including images and SCAD, SKP and STL files probably this weekend - design files will include Some versions of files too - simply because - feel free to take anything away from this and integrate into your own requirements or ideas. Also - happy to CAD any alterations to any of my existing files if anyone wants any minor changes.
*Example of one file uploaded: XYCarriage-CentreAxis-doubleX-2.skp - this contains 3 Components. 1 is the Gantry carriage, it's Underslung tool sled, and the Anet A8 Diamond Head adaptor, just export each as separate STLs from sketchup to print individually.
ELECTRONICS (previously Future Development.)
As this CNC Build RAMPS up - ok bad pun...live with it...
I will be using a Modified RAMPS setup, namely an ATMega256, RAMPS 1.4.2 main board as well as a CNC V3 shield for arduino. Originally I considered using Marlin in not needing more than 5 extruders, however I have warmed to using the Repetier firmware Configurator to create an initial config. Repetier-Firmware Configuration Tool 0.92.9 - although due to having the CNC shield attached I also had to make adjustments to the pins.h file which is not accounted for in the configuration.h file the Configurator creates.
For compatibility - you need to choose AZTEEG_X3_PRO as the Board type (This is pretty much a CNC shield and Arduino all-in-one unit, like the MKS, but supports 8 Steppers and 5 Extruders - they are outside my price bracket at $150+ but would be a good alternative for anyone not quite 100% on the arduino/electronics side of things..) once this is chosen, you just have to alter the pins.h file to match the actual pinouts of the RAMPS and subsequent connectors that you plug the CNC shield into.
I have several more bits of testing and programming with this, as I am sure a lot more pinouts will be in conflict - but so far I made the following changes - simply because I am running 3 x Z axis.
in the section starting:
#ifdef AZTEEG_X3_PRO
#define ORIG_E2_STEP_PIN 23
#define ORIG_E2_DIR_PIN 25
#define ORIG_E2_ENABLE_PIN 40
// Z2
#define ORIG_E3_STEP_PIN 44
#define ORIG_E3_DIR_PIN 42
#define ORIG_E3_ENABLE_PIN 58
// Z3
#define ORIG_E4_STEP_PIN 66
#define ORIG_E4_DIR_PIN 65
#define ORIG_E4_ENABLE_PIN 58
I will be including my complete Wiring diagrams as well as updated Repetier firmware configs.
I may even re-work a schematic to incorporate the RAMPS and CNC all in one - not quite to the integration of an Atmega too - I don't really have the time or resources (SMD soldering, etc.)
As with my current setup it would all still be driven from a Raspberry Pi running Octopi for 3D printing, and maybe other software for other purposes - since for the most part as long as the software knows how to communicate in GCODE it is very universal in this respect.
Progress
I decided it might work out best to add a Progress section, this will have vid links and images as well. Will hopefully update the Full Frame sketchup later today.
4th Mar 2018 - Yesterday and last night I did a lot of build work at the electronics level, to the point where I stripped the A8 of it's build plate, the hotend, in fact all the guts.
I worked on Homing and adjusting the step-rates, etc. Then today I have been doing prints and fine tuning.
The Vids are here:
XYZ Calibration after changing the following:
Unblocked extruder with hot rod and 220+deg on extruder.
Flow back to 100%, 1st layer
Retraction distance back to 4mm
Added PCF and changed Repetier firmware to enable D9 for fan (when using the Azteg x3 Pro setting - of motherboard 35 it defaults the fan to D5.
End Gcode to reduce pressure off bowden removed - not needed for Diamond Head - until anyone tells me otherwise, because I think it was causing some gumming in the Heatbreak.
Results here:
Considering this build is 100% from scratch, and with more CAD than I have ever done before, coupled with learning Repetier being quite different to Marlin - I am blown away by the results...In fact as I wrote this after compiling the vids to upload I printed one more test print and it is getting close to Perfect!
5th Mar 2018 - Something else I fixed yesterday was the apparent build plate bowing - it wasn't that, in fact it was the way I had the belts configured where on each rotation there was excess pressure which was lifting the nozzle about 1mm from the print job.
6th mar 2018 - Home late tonight, so no printing, just working on updating the FUll build sketch - re-attached tonight.
FUTURE DEVELOPMENT
For Milling - I need to look at the waste management - this will likely involved being able to enclose the immediate cutting area and include a high pressure vaccum, but as well as this I need to make sure any Electronics are 100% "Tool area" isolated to reduce chance of filing, dust, etc. from getting into them. I may also may have to look at the best way to prevent any moving parts from becoming contaminated (like removable contaminate socks on acme screws.
For Laser - (and ABS) Full enclosure and extractors - for Laser use obviously there will be fumes, just like with ABS, so the Whole printer will include acrylic encasement which will include a high volume extraction fan and conduit. The extraction of the fumes only needs to be done at the end of a print, or at any point where the hood/encasement needs to be opened, If I was to look at ongoing ingress and egress I need to consider how best to get ingress of air without affecting any ongoing print.
The good thing with this is that as both Laser cutting and ABS printing will result in the Fumes being generated being Hot, they should rise, which means the extraction can easily be set at the top, and ingress with larger surface area which does not flow over the build area can come from under the build surface, and should create a stable turbulance for any prints.
CNC/3DPrint/Laser/Mill (formerly CNC-inator3000)
Build in 'Cartesian Style Bots' published by Nicademus, Mar 5, 2018.
Ultimately - the design is based on the highly successful Ultimaker concept, for which a regular size costs in the thousands, and one of this size would be edging into the 10's of thousands. Expected Build cost - <$800 It is a X/Y Cartesian printer with Raising/Lowering Z axis (Hotbed.) - Overall size is 610mm x 610mm x 750mm - with build volume of around 450mmx450mmx450mm - and will also have the ability to change work tools - such as for CNC Routing, Lazer etching, 3d Scanning, etc.
-
-
Build Author Nicademus, Find all builds by Nicademus
-
- Loading...
-
Build Details
- Build License:
-
- CC - Attribution - CC BY
Reason for this Build
Needing versatility in a single machine as well as increased build volume. Not to mention the challenge and satisfaction that can be achieved by bringing something to life out of your imagination and into the Physical world, it is a sweet irony that this revolves around 3D printing, and on top of this a 3D printer is used to print a lot of the working parts for the Unit itself. -
Parts list
Qty Part Name Part Link Comments 2 T5-10mm, 5mm Bore Timing Belt Pulley http://www.ebay.com.au/itm/T5-10mm-WIDE-BELT-12T-5mm-BORE... Link 17 Connect-it 25.4 x 25.4 x 1.2mm 0.6m Anodised Alumi https://www.bunnings.com.au/connect-it-25-4-x-25-4-x-1-2m... Link 1 used to Cut into 4 pieces as Extension for Lower section/compartment 8 Connect-it 3 Way Corner Joiner https://www.bunnings.com.au/connect-it-3-way-corner-joine... Link Corner connectors for Framework 4 Connect-it 4 Way Corner Joiner https://www.bunnings.com.au/connect-it-4-way-corner-joine... Link For connecting extensions for Lower Section/Compartment 10 T5 10mm WIDE OPEN PU TIMING BELT per meter https://www.ebay.com.au/itm/T5-10mm-WIDE-OPEN-PU-TIMING-B... Link Cut to length and Secure with clamps and on Sleds, etc. 2 T5 - 10mm WIDE 200mm LONG TIMING BELT https://www.ebay.com.au/itm/T5-10mm-WIDE-200mm-LONG-TIMIN... Link To Run from Drive Stepper to X/Y Shafts 0 6200 2RS 10mm X 30mm X 9mm DEEP GRV BALL Bearing https://www.ebay.com.au/itm/6200-2RS-BEARING-10mm-X-30mm-... Link 3 SF8-600mm 8mm HARDENED ROUND SHAFT - LINEAR RAIL https://www.ebay.com.au/itm/SF8-600mm-8mm-HARDENED-ROUND-... Link X / Y Carriage rails 2 Metal Mate 10mm x 3m Galvanised Steel Round Solid https://www.bunnings.com.au/metal-mate-10mm-x-3m-galvanis... Link Spin the rods in-store to find the Straightest 1 RAMPS 1.4 Kit https://www.ebay.com.au/itm/3D-Printer-Kit-Arduino-Reprap... Link Obviously these kits are everywhere...so pick one that suits price/availability/etc/ 1 3 IN 1 OUT Multi Nozzle Brass Diamond Extruder Rep https://www.ebay.com.au/itm/3-IN-1-OUT-Multi-Nozzle-Brass... Link 3-n-1 Diamond Head for Multi-colour mixing. 1 CNC Shield +A4988 Stepper Motor Driver+Heatsink V3 https://www.ebay.com.au/itm/CNC-Shield-Board-A4988-Steppe... Link Used to expand Steppers on Ramps to total of 9 Steppers, More heaters & fans, etc. 0 Link -
Attached Files:




