Heavy Metal
Discussion in 'CNC Mills/Routers' started by Brian Slee, Aug 30, 2023.
Heavy Metal
Discussion in 'CNC Mills/Routers' started by Brian Slee, Aug 30, 2023.
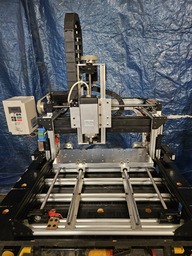
CNC Mill built for cutting metal.
Discussion in 'CNC Mills/Routers' started by Brian Slee, Aug 30, 2023.
Discussion in 'CNC Mills/Routers' started by Brian Slee, Aug 30, 2023.
CNC Mill built for cutting metal.