YACLR CNC
Discussion in 'CNC Mills/Routers' started by HuguesP, Apr 27, 2018.
YACLR CNC
Discussion in 'CNC Mills/Routers' started by HuguesP, Apr 27, 2018.
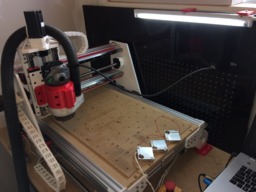
Yet Another Chinese Linear Rail CNC, my first one, doing this mainly for the fun of building it more than using it.