Robo Morten
Discussion in 'CNC Mills/Routers' started by JimB828, Jul 8, 2017.
Robo Morten
Discussion in 'CNC Mills/Routers' started by JimB828, Jul 8, 2017.
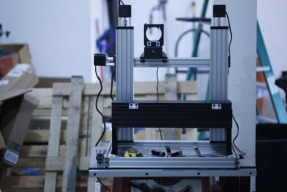
A horizontal-router CNC using openbuilds parts geared toward routing out mortise and tenon joinery; or any other end grain work on wood.