MakerSL MSL-8 OB Vise
Discussion in 'Other Builds' started by Sonny Lowe, Nov 2, 2016.
MakerSL MSL-8 OB Vise
Discussion in 'Other Builds' started by Sonny Lowe, Nov 2, 2016.
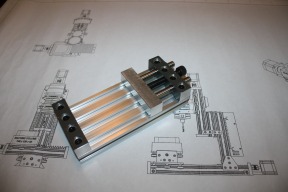
Small Machining Vise designed around 20x80 Openbuilds Rail System
Page 1 of 2
Page 1 of 2