Inspired by the Crawlbot
Discussion in 'CNC Mills/Routers' started by Craig, Mar 29, 2017.
Inspired by the Crawlbot
Discussion in 'CNC Mills/Routers' started by Craig, Mar 29, 2017.
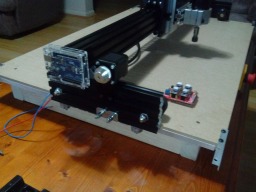
Building a couple of CNC's based on the Crawlbot
Discussion in 'CNC Mills/Routers' started by Craig, Mar 29, 2017.
Discussion in 'CNC Mills/Routers' started by Craig, Mar 29, 2017.
Building a couple of CNC's based on the Crawlbot