CoreXY Enclosed
Discussion in '3D printers' started by Keith Davis, Nov 12, 2014.
CoreXY Enclosed
Discussion in '3D printers' started by Keith Davis, Nov 12, 2014.
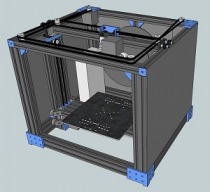
A compact, enclosed Core XY design, based on off-the-shelf parts.
Discussion in '3D printers' started by Keith Davis, Nov 12, 2014.
Discussion in '3D printers' started by Keith Davis, Nov 12, 2014.
A compact, enclosed Core XY design, based on off-the-shelf parts.