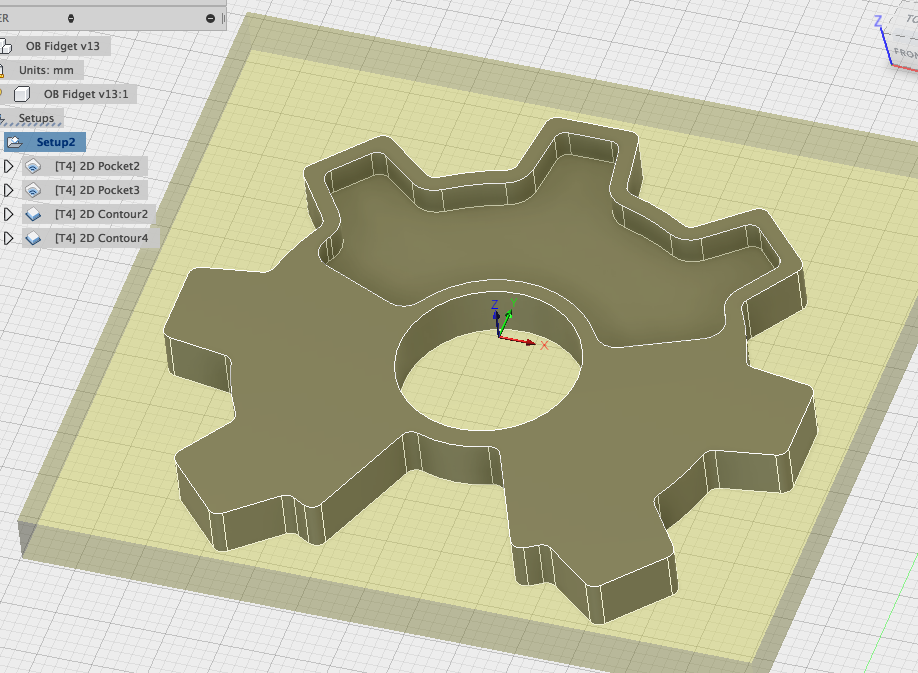
I designed this fidget around the OB Logo, as you can see there was a small ring added around the bottom to support the 625 bearing. I also added a pocket to the top portion so the fidget would be balanced. This was done in Fusion 360, after designing the the pocket via planform offsets, I had to increase and/or decrease the pocket depth until the C/G as correct. I worried this might look odd, but after machining it I'm very happy with the results.
- Machine Time:
- ~12 Minutes
- Bit or Laser Size:
- 1/8" Carbide 4 flute Flat End Mill .375" LOC
- Feeds & Speeds:
- Spindle Speed setting #1 on Dewalt DWP611 (~16,000 RPM)
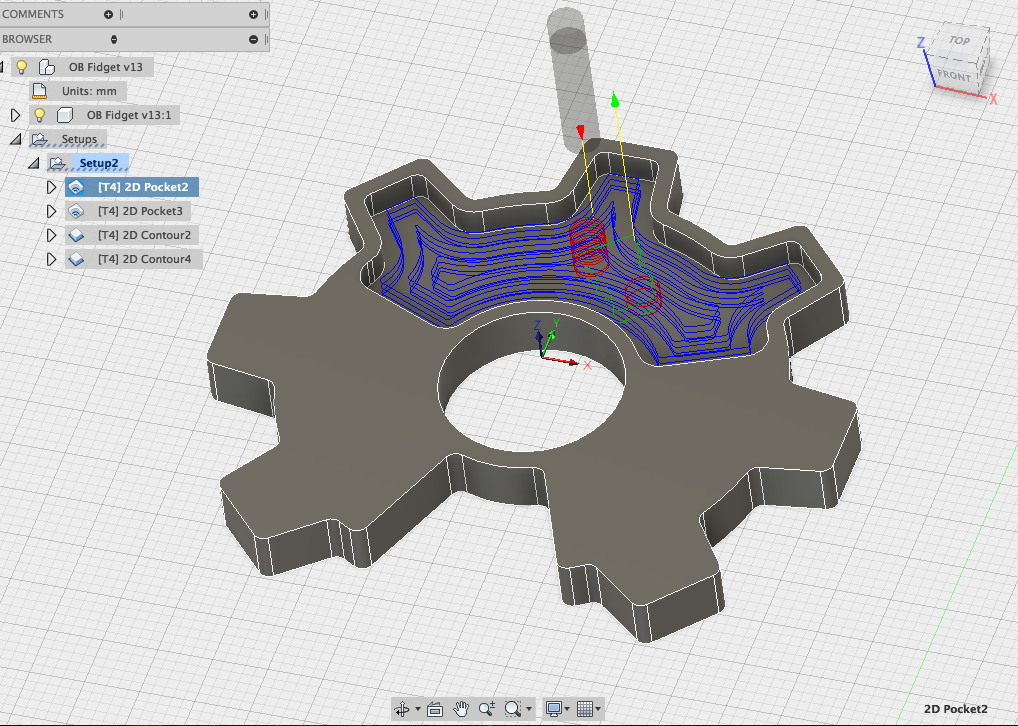
Pocket machining (rough and finish) was 0.75mm DOC, 100% step-over, cutting feed rate 200mm/min.
Contour/Bearing Hole cutting:
Roughing was 0.75mm DOC 100% step-over at 600mm/min. (this ran great, much better than the pocket at 200mm/min.)
Finishing was 4.83mm DOC (full thickness) at 200mm/min. (this was great for the finish cut)
- Materials:
- 360 Brass Flat Bar
I cut my first sample from 4mm acrylic sheet, I wanted to check sizing and how well the shape machined. I had to increase the hole diameter by .1mm (16.1mm) to make it machine to a press for the bearing, worked great after the second attempt. As I suspected though, the acrylic was way too light to get any duration from a spin. So I went onto the brass machining. I machined serval holes, both square and round, and even multi-leveled to determine the best feed and speeds, also run both 2 and 4 flute end mills. I settled on the 4 flute with a short LOC and no lubricant or coolant...I found it ran plenty cool enough and it was better to through chips out of the way than have them stuck to the stock.
The solid logo was organically modeled in OnShape, I did the bearing & weight pockets, balancing and programmed entirely in Fusion 360, I use Grbl Panel to run my Mini Mill.
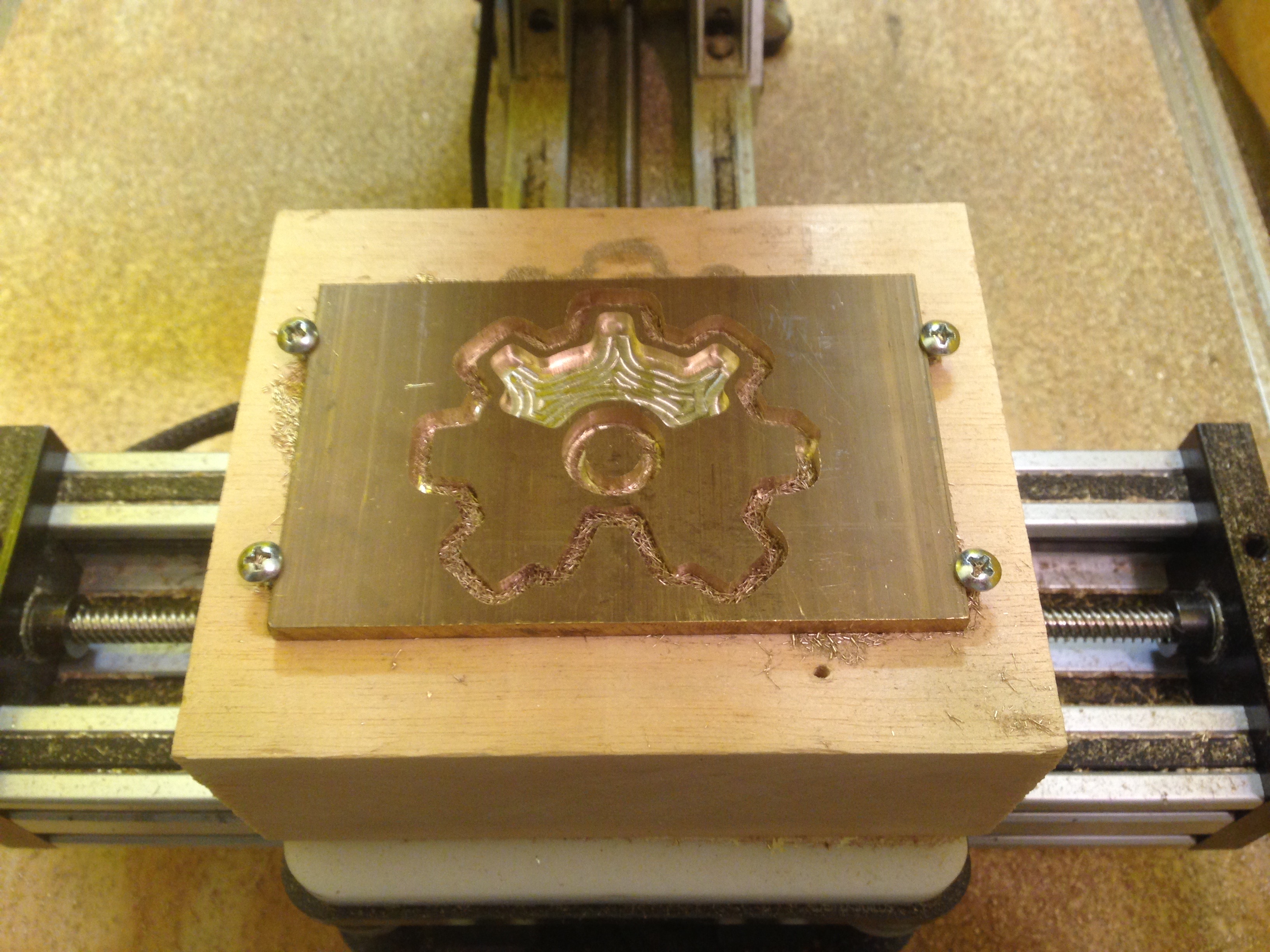
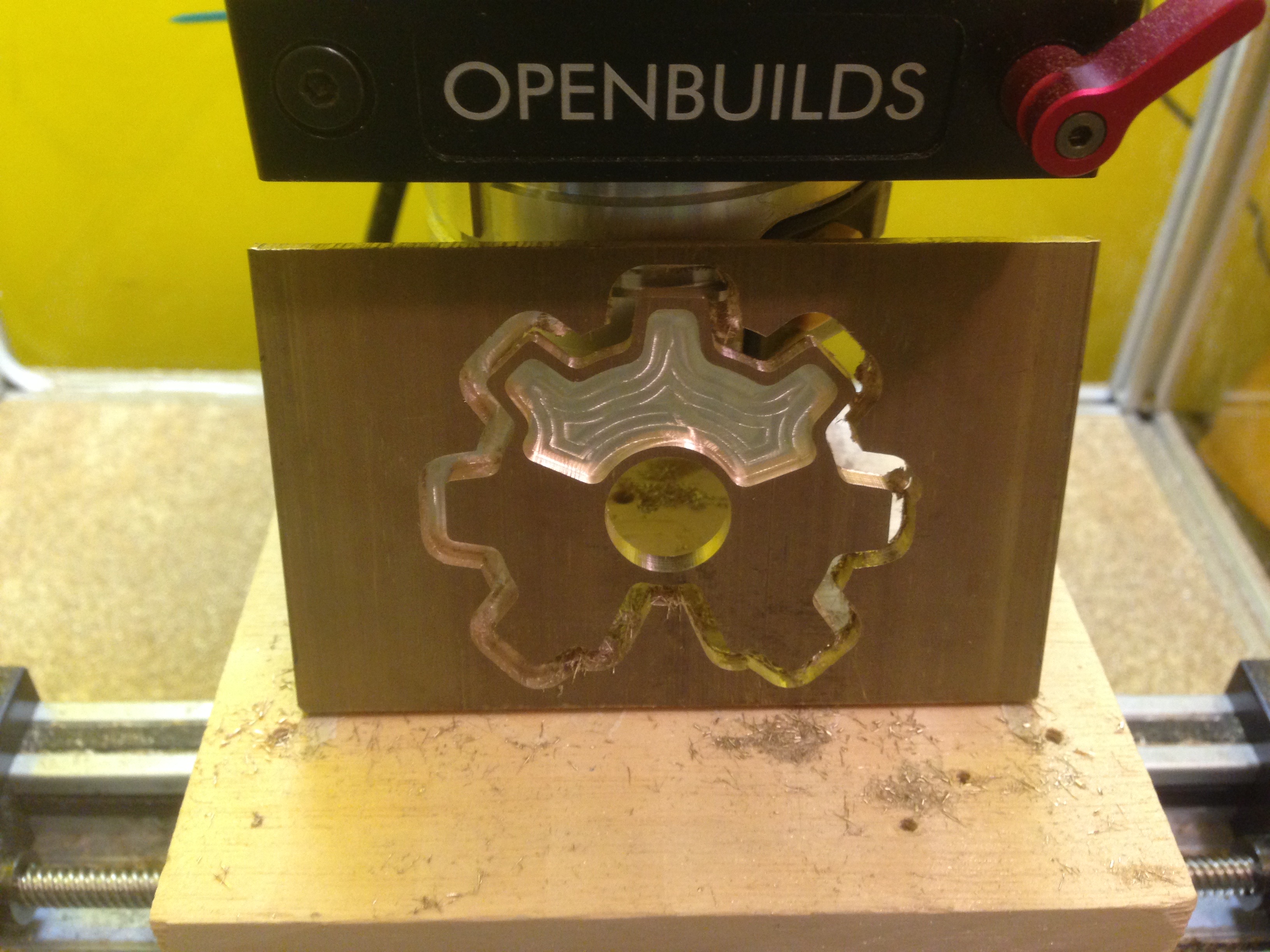
I am so pleased with the machining finish of this toy, the edges required no finishing and after a bit of polishing (a minimal effort at beast) it looks super cool. The center bearing hole unfortunately machined slightly oversize, well actually on size (16.12mm...remember the acrylic sample ;-). So the bearing is currently a slip fit...I will shim it at work tomorrow and press it in, I will also clean the bearing a bit better to hopefully get a better spin
I took so video of the machining process, but I had to hold the camera which resulted in a lot of really bad and shaky video. However I do think I can salvage a little and will edit and post a short video soon.
Edit: Here ya go...warning, it's pretty bad ;-)
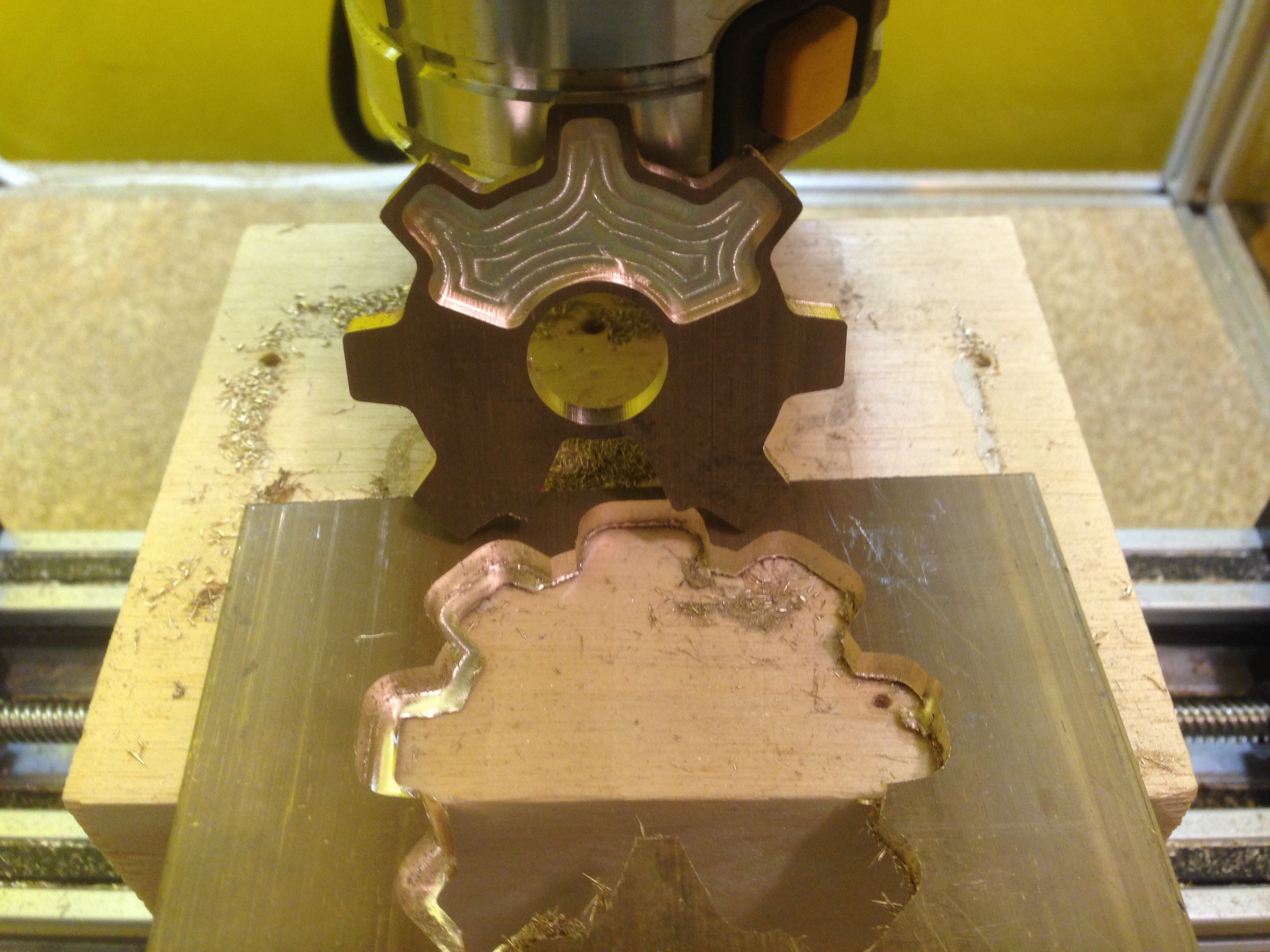
Here are photos of the process and the semi-finished OB Fidget...I'll post a spinning video as well as a finished photo once I shim and press in the bearing.






Share this Project
Jason Pulliam, Michael.M, alex_b and 2 others like this.
User Comments
Sort Comments By