
Hey guys,
Found this great article over at the cnc cook book blog by Bob Warfield on milling aluminum and thought It would be a good resource to share.
more..
http://blog.cnccookbook.com/2012/03/27/10-tips-for-cnc-router-aluminum-cutting-success/
Hope it helps
Mark
Folks often ask whether a CNC Router can cut aluminum. They’re used to seeing the primarily cut wood and plastics. My answer to this question is always, “Yes, if you do it right.”
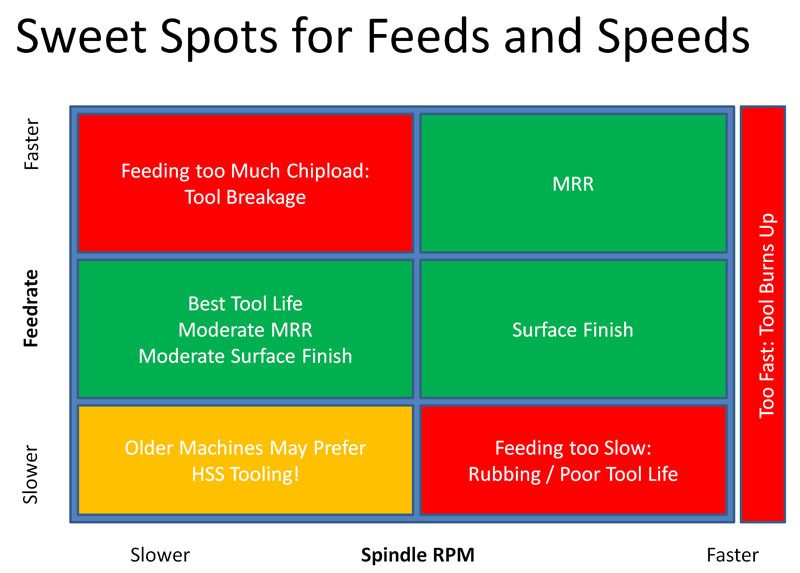
There are a couple of things to remember about how aluminum (and other metals) are different from wood or plastics. First, they have a much smaller “sweet spot” for optimal feeds and speeds. If you leave the sweet spot, cutters start breaking, wearing out a lot faster, and surface finish is poor at best. In fact, there are several sweet spots depending on what you want to accomplish:
Metals have much smaller sweet spots (narrower range of acceptible feeds and speeds) than wood or plastics…
The second thing is that for aluminum (and some other metals), there is a “stickiness” factor. Aluminum wants to stick to the tool. In fact, it will do so to the point that it welds itself to the tool. Once you have gummy aluminum deposits on your cutting edges, that tool is not long for this world, especially not at 20,000 rpm or more.
Despite these challenges, you can cut aluminum very successfully on almost any router. Here are 10 tips for CNC Router Aluminum Cutting Success:
1. Don’t be in a hurry
A CNC Router can cut aluminum, but it isn’t the ideal tool for hogging out big aerospace parts like wing spars. The price you’ll pay for success is slowing things down. Note that I don’t mean to literally slow down your feeds and speeds, but your overall Material Removal Rates will be less than what can be achieved with a purpose-built CNC mill. So relax and let the machine do its thing. At the very least, a good sized CNC Router can fit a lot more material on its table than most any CNC mill. Load it up, press the green button, and walk away.
2. Use a Feeds and Speeds Calculator
Look, you’re going to approaching the limits of what your machine can do in all likelihood. Cutting aluminum on a CNC Router is not a cakewalk, so let’s do it right. None of this “cutting by ear” the old timers so love to talk about. The ear can’t keep up fast enough as your machine skates around corners and through pockets. One minute things are fine, the next you’re dodging the tip of the cutter that got broken off and flung across the shop. All CNC’ers can benefit from a Feeds and Speeds Calculator, but when you’re near the edge of the performance envelope, you want to be particularly careful. Of course we recommend our own G-Wizard Feeds and Speeds Calculator, but there are certainly others out there as well. Use one!
Make sure the one you get has the right features for CNC Routers. Very important features for CNC Routers that we include with G-Wizard Calculator include:
- Minimum rpm setting. The Calculator doesn’t help if it keeps telling you to go slower than you possibly can.
- CNC Router Cutter Types: V-Bits, compression bits, and downcut bits are all important for CNC Router users. Make sure your new calculator handles them like G-Wizard does.
- Deflection: Tool deflection is a fact of life and accounts for a lot of broken tools. Make sure your calculator will figure out the deflection and that it has capabilities like our Cut Optimizer and CADCAM Wizards to help find solutions that avoid excessive deflection.
- Rubbing Warning: If you slow down feedrates too much, your cutter quits slicing off nice clean chips and starts to plough along on the surface. This is called “rubbing” and really reduces tool life due to the heat it generates. Get a calculator that includes a rubbing warning.
- Chip Thinning: When you take light cuts whose width is less than half the diameter of the cutter, you get chip thinning. Your calculator needs to compensate for that or you’ll wear out the tools prematurely.
- Ability to derate horsepower for less rigid machines: See #10 below for more. It’s also nice if the calculator has multiple machine profiles so you can easily switch between full rating and derated profiles as needed.
Once you’ve got a calculator, your first problem will be dealing with the recommended rpms being too low. One of the issues for most CNC Routers is the spindle goes fast compared to a lot of CNC mills. Your average new CNC mill maxes out at 10,000 rpm and many CNC Routers can’t go that slow. Life for them begins at circa 20,000 rpm. The next couple of tips focus on solutions for this problem.
3. Use carbide coated cutters
One way to bump up the recommended rpm is to be sure you’re using cutters that are happy going that fast. The measurement that determines this is called Surface Speed (for more on this and many other feeds and speeds hints and tips, check out our Feeds and Speeds Cookbook). Carbide cutters can go much faster than HSS cutters. Forget HSS and Cobalt for the most part. A coating, such as TiAlN allows the cutter to go even faster. Shop for carbide TiAlN coated cutters. They cost a little more, but they can change your results so much it’s darned well worth it.
For example, say I need to cut a slot using a 1/4″ endmill. If I select an HSS Endmill, G-Wizard tells me it wants to run 5877 rpm and my 20,000 rpm router spindle won’t go that slow. So I switch to a TiAlN Carbide Endmill. Now the recommendation is 16897 rpm–we’re much closer. This is with a Surface Speed of 1106 SFM. You may be able to find a more aggressive SFM recommendation for your manufacturer’s tooling. With aluminum, I’d go ahead and try 20,000 rpm for this cut. It’ll probably be just fine.
4. Use smaller diameter cutters
The other way to bump up the rpms is to use smaller diameter cutters. Forget about 1/2″ endmills. Drop down to 1/4″ maximum and typically less. Because you’re going to smaller diameters, you want more rigid cutters lest tool deflection starts to be a problem–remember, you need a Feeds and Speeds Calculator that deals with tool deflection. Carbide is much more rigid than HSS, so this is one more reason to favor carbide.
Looking at our example in #3 of the carbide cutters, suppose that instead of a 1/4″ endmill, we are using a 3/16″. That seemingly small change has now kicked up the recommended rpm to 21241–very close to our 20000 rpm spindle. It’s easy for us to slow that down to 20K rpm and pick up a little extra tool life.
The moral of the story is to carefully match your tooling to the capabilities of your machine.
5. Be paranoid about clearing chips
Recutting chips breaks more cutters than most any other thing I see happening. Be paranoid about clearing the chips. Don’t count on a nearby vacuum dust collection system unless you have personally verified it sucks the chips out of even the deepest cuts. More reliable is an air blast fixed to the spindle and pointing right at where the cutter meets the material being cut. If you’re standing there, nozzle in hand (or worse a brush) thinking you can keep things clear, you’re not paranoid enough about clearing chips.
6. Watch cut depths and slotting–they make it harder to clear chips
The deeper you cut and the closer to a slot the cutter travels in, the harder it is to clear the chips out of the bottom of the hole. Make more passes to cut down to required depth and to open up the shallower depths for better access.
7. Lubricate with a Mist
Assuming you’re suitably paranoid about those chips, the next issue is providing lubrication to cut down on the tendency for the chips to stick to the cutting edges. You pretty much have to use some kind of lubricant. Since you’ve presumably already rigged up a compressed air blast, you may as well run coolant mist through the same mechanism. In fact, buy a mister to provide air blast and coolant mist. It’s easy and inexpensive.
Sometimes, it just isn’t possible to use mist but you still need to cut some aluminum. If you’re cutting very thin aluminum, or taking very shallow passes, you may be able to get by without lubrication. Do some tests and see.
8. Don’t slow down the feedrate too much!
If you go too slow on your feedrate, you run the risk of making your tool rub rather than cutting. This is a much bigger risk for CNC Router users than mill users simply because the spindle is going so fast. In order to maintain recommended chiploads with rpms that high you’ll have to keep the cutting moving smartly. Our 3/16″ cutter at 21K rpm wants to feed at 91 IPM, for example. If you slow down too much, say to 1/4 of that, many will think they’re babying the machine and tool. Nothing could be further from the truth. If you wind up going slow enough that the cutter starts rubbing at 20K rpm, you’re going to heat up the whole works and drastically shorten your tool life. For more on this rubbing phenomenon, see our article on chiploads and surface speeds.
Being on top of rubbing problems is easy when you use a feeds and speeds calculator like G-Wizard that warns you about rubbing.
9. If your machine can’t feed fast enough, use fewer flutes and increase cut width
Normally, we use 3 or fewer flutes with aluminum anyway–don’t try a four or more flute cutter in aluminum! The reason is that aluminum produces especially large chips. The fewer the flutes, the more space between the cutting edges, and the more room for the big chips to escape and be blown away. With too many flutes, the chips back in too tightly, jam up the flutes, and pretty soon you have a broken cutter. Let’s suppose you are using your feeds and speeds calculator, and you come up with a situation where your machine just can’t move the cutter fast enough. For example, taking our 3/16″ example at 21K rpm, let’s say we’re cutting an 0.040″ wide cut. G-Wizard suggests feeding a 3 flute endmill at 166 inches per minute, but your CNC Router can only cut accurately and reliably at 100 IPM. What to do?
The answer is to try fewer flutes. A 2 flute cutter only needs a feedrate of 110 IPM. Slowing that down to 100 IPM is not going to run a rubbing risk–it’s only 10% slower.
BTW, we’ve been talking about cutting aluminum, but you can hit this problem even worse with wood because you can cut the softer material so much faster. Plug in these values and select Hardwood in G-Wizard and it wants to go 883 IPM at 20,000 rpm!
Here’s a tip: they make 1 flute cutters for precisely this reason.
If we take the scenario down to a single flute at 20000 rpm GW now recommends 294 IPM. If you’re burning the wood, it’s probably because you’re feeding too slowly and the cutter is rubbing. BTW, I love watching a fast moving industrial CNC Router blasting through wood and shooting up a blizzard of chips and dust. Cool beans!
The other thing to be aware of is what’s called “Radial Chip Thinning“. If your cut width is less than 1/2 the cutter diameter, you need to speed up your feedrate because your machine is producing unnaturally thin chips due to Radial Chip Thinning. Here again, you think that by taking super thin cuts and slowing the feedrate down drastically. Instead, because of radial chip thinning and rubbing, you’re drastically reducing your cutter life. The G-Wizard Feeds and Speeds Calculator automatically factors in radial chip thinning to its calculations.
10. Use a Horsepower limit to derate for rigidity
Okay, you’ve mastered the other 9 tips, and thinks are going well, but you’re now running up against the rigidity limits of your machine. If you plow in with full power, bad things happen. The machine chatters and destroys the cutter, surface finish is lousy, or the machine deflects and cuts very inaccurately.
Cutting forces for metal are likely to be much higher than for wood and CNC Routers (sometimes called Gantry Mills) are considerably less rigid than equivalent CNC Mills. This is just a fact of life. If nothing else, compare the work envelope of the mill (much lower than a router) and it’s weight (much higher than a router) against a CNC Router. Except for the biggest industrial Gantry Mills, there is no comparison. And because of that, no way that machine is as rigid as a CNC Mill. So, we have to compensate.
We don’t know the exact rigidity of a given machine. There’s not a published spec we can use to compare or calculate from. But, we can use spindle power as a proxy. It is that power “pushing” against the workpiece while cutting, that the rigidity must fight. G-Wizard has the ability to calculate a “de-rated” spindle power that matches the work envelope and weight of your machine to a spindle power that is appropriate for that level of rigidity. The results may surprise you, but they’re based on real empirical measurements.
For example, suppose you have a 4′ x 8′ router with 20″ of Z travel that weighs 1000 lbs. Note that even a fairly lightweight commercial CNC mill, like a Haas TM-1, will have travels of 30″ x 12″ x 16″ and a total weight of 3240 lbs–a much smaller envelope and a lot more weight. To perform at this kind of level of rigidity (and a TM-1 is not exactly the pinnacle of rigidity either) requires derating horsepower to 0.17 HP.
Derating will take our numbers way down–22K rpm and 79 IPM for the full slot with a 3/16″ inch and a 2 flute. But, we’ll get the job done with better surface finish, accuracy, and less tendency to deflect the machine frame or chatter.
Don’t run derated all the time, keep a machine profile that is derated and one that is not. Use the derated one for finer surface finish or for cases where the cutter keeps breaking.
Conclusion
Machining aluminum with a CNC Router is absolutely doable with most any router. It’s just a matter of matching your machine’s capabilities to the “sweet spot” feeds and speeds requirements of the material through wise selection of tooling and cutting parameters. A good feeds and speeds calculator like our G-Wizard can help you do that. Add to that the need for lubrication and being paranoid about chips piling up and you’re ready to tackle an aluminum project.
10 TIps for Router Aluminum Cutting 2015-01-02
cnc,aluminum,feed.speeds