
The Tacit Ronin CNC is a fully flood enclosed workhorse C-Beam machine intended for G10 and Carbon Fiber composite cutting of our products over at Ronin Energetics. The dust produced from these materials is horrendous and the burr tooling heats up a lot when cutting so flood coolant was the only way to go. This machine is a drastic improvement over our first flood-enabled OX machine as there is no beating the rigidity improvements of the C-Beam system over previous OX designs mainly intended for wood routing.
We hope with this build and future builds to prove that open source machines like the C-Beam system can make real-world products and produce real value to individuals and startups who don't need aerospace sector level tolerances. Even with lower cost, quality commercial machines like the Tomach PCNC series becoming increasingly available, the barrier to entry is still very high and the total cost for this C-Beam system including the 2.2kW DC spindle was around 5-6x less than a typical PCNC1100. We believe with the right mods and innovation, the open source community can take these machines and increasingly compete with commercial mills and routers in many common applications.
The machine has been operational for a solid 2-3 months now so I am finally getting around to doing this build post. If pictures say a thousand words then video says...more words I guess...Check out the build vid and cutting mashup below! But first a big thanks to all the other builders who share their knowledge and builds as without the resources on this site none of this would have been possible!
If you Like the build, please give us a rating, much appreciated!!!
The Build
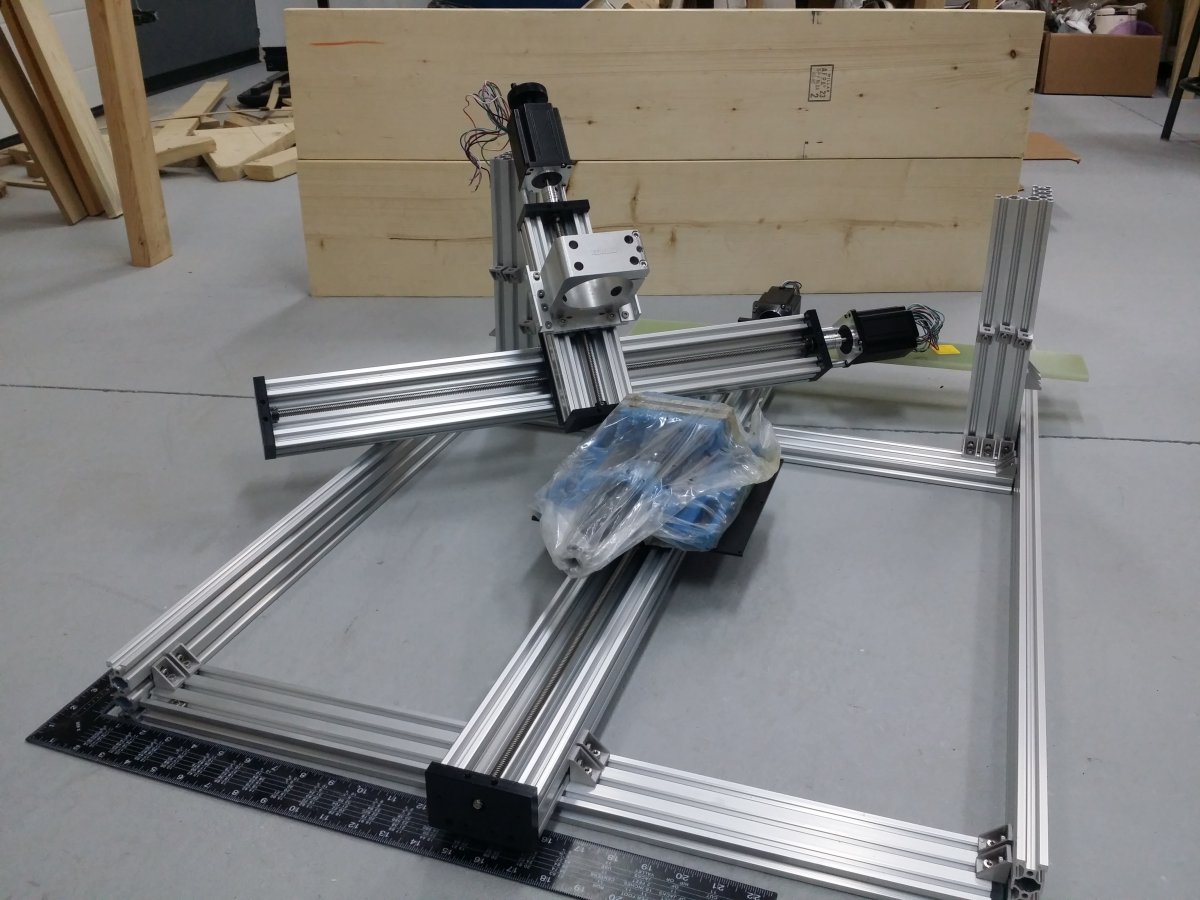
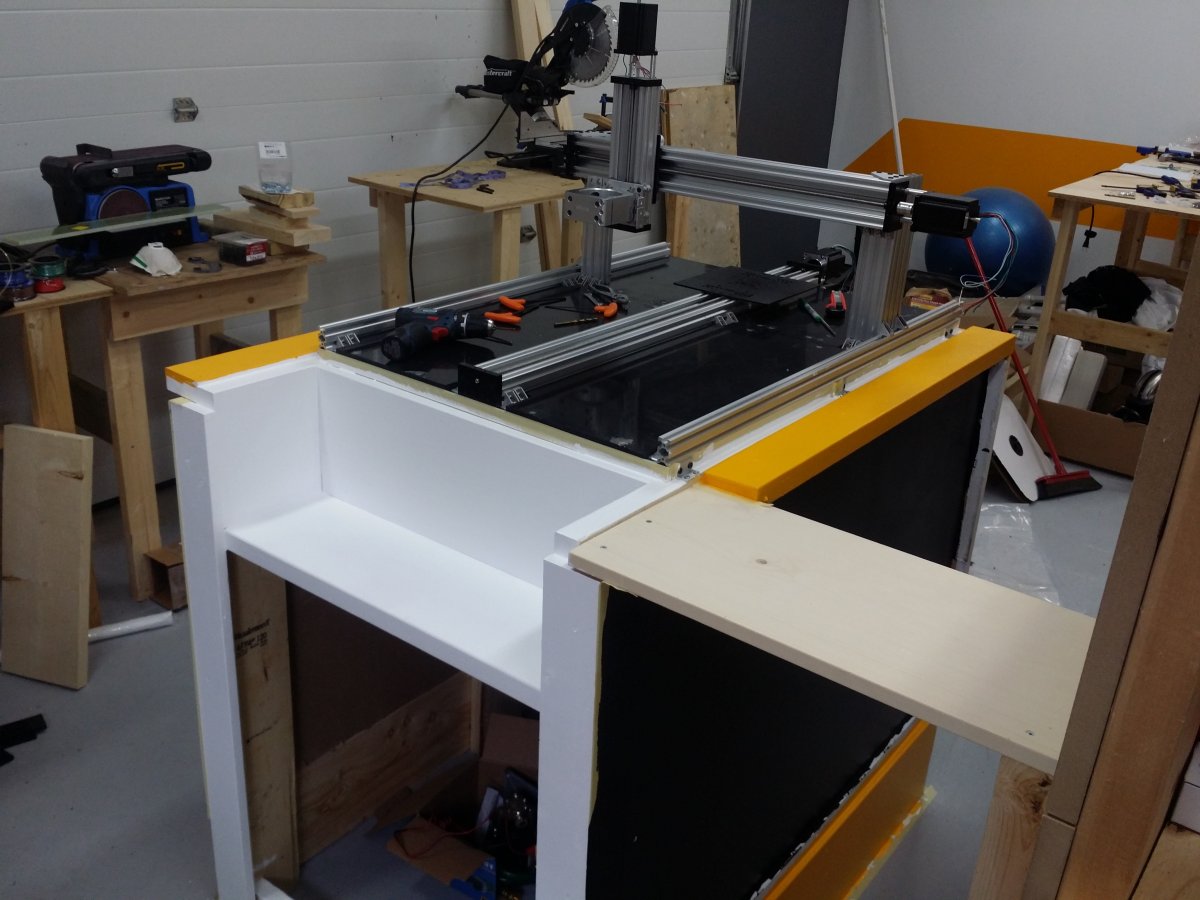
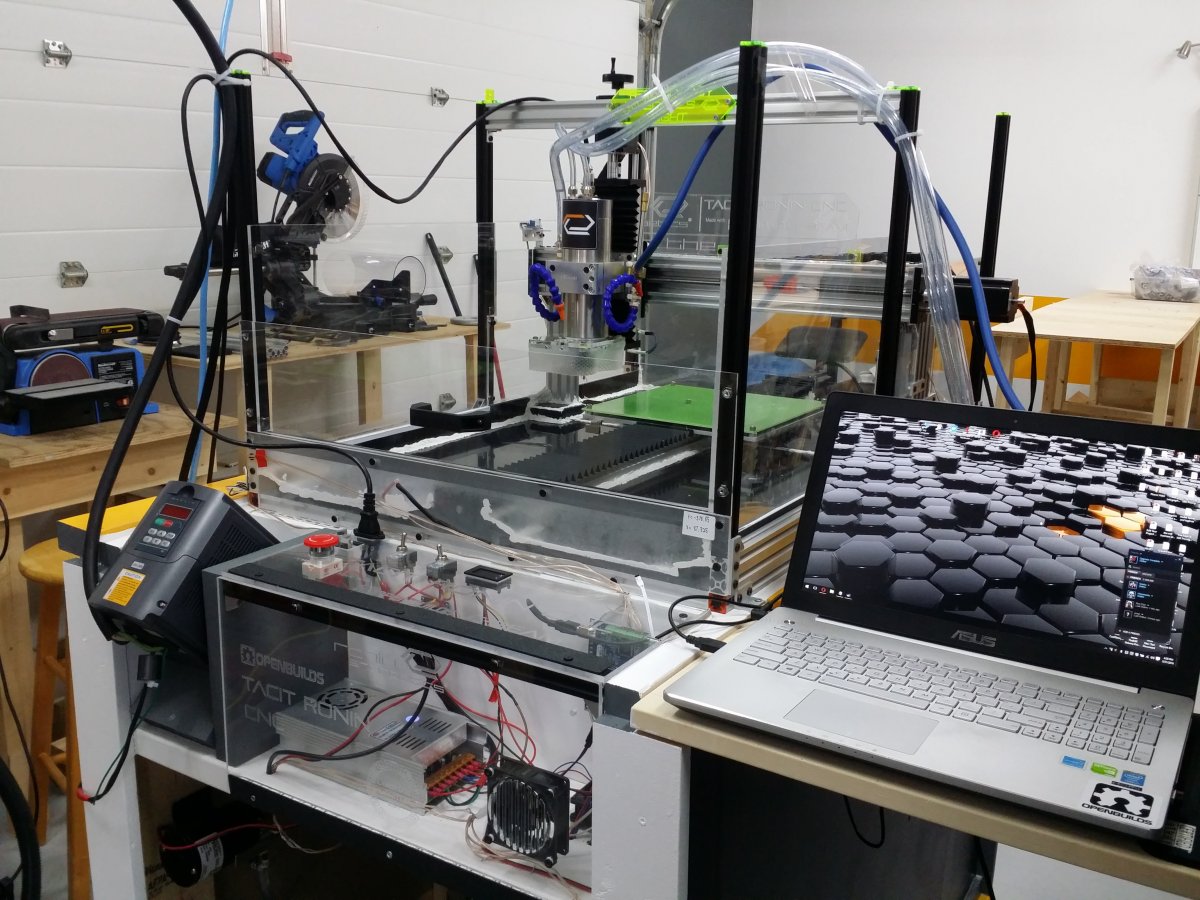
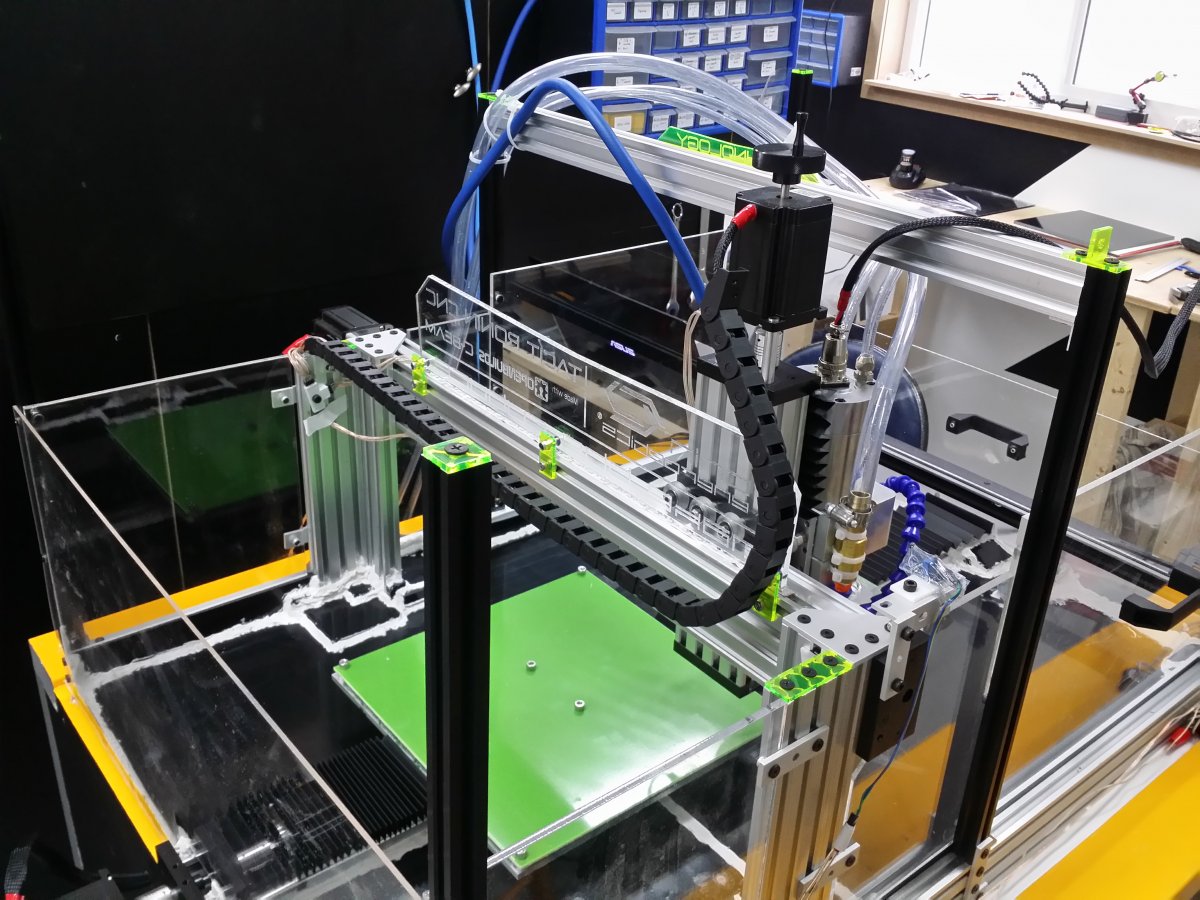
This iteration of the C-Beam is an extended build, 1000mm y-axis and about 2 ft. in the x giving the machine an effective cutting area of a full 18" x 18" square. It is mounted on a wooden frame (just scraps in the shop really) and the electronics enclosure is built into the frame and painted.
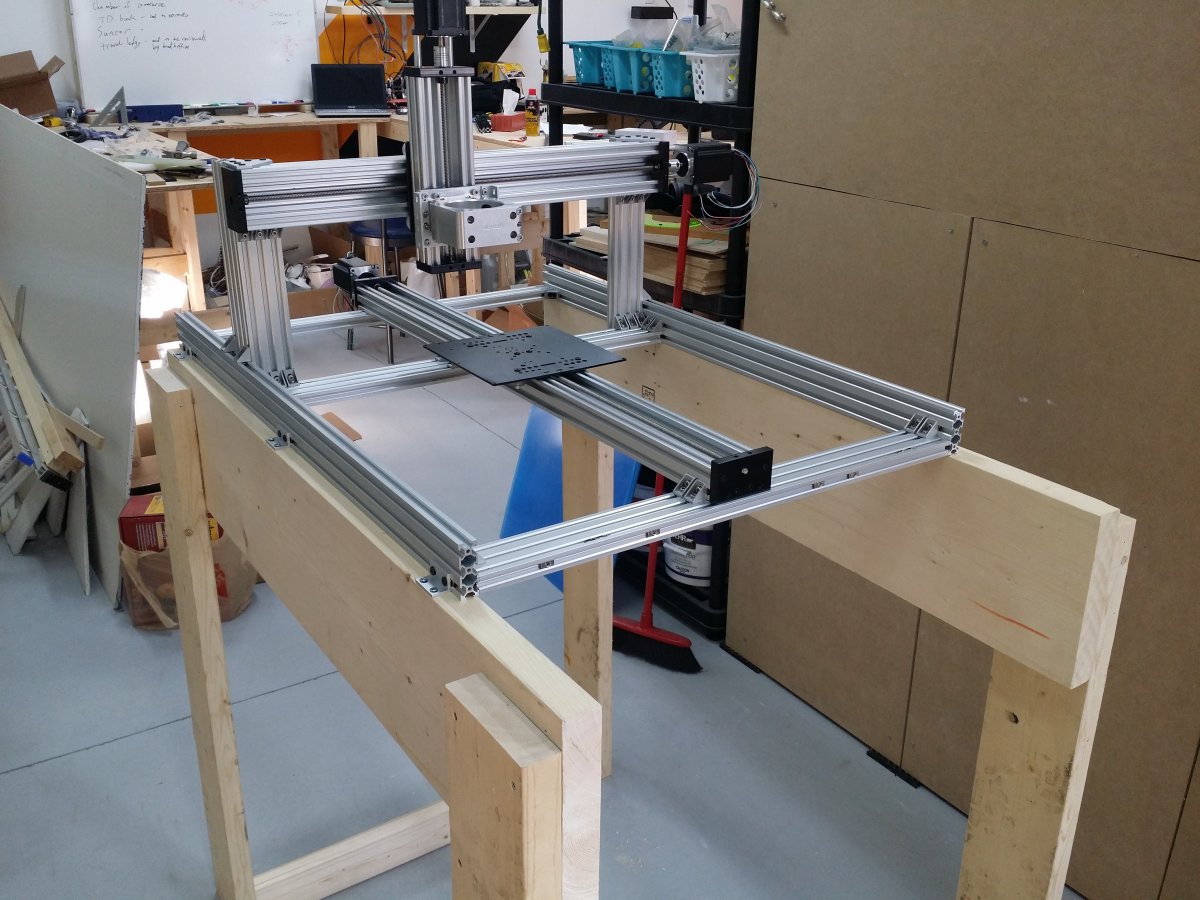
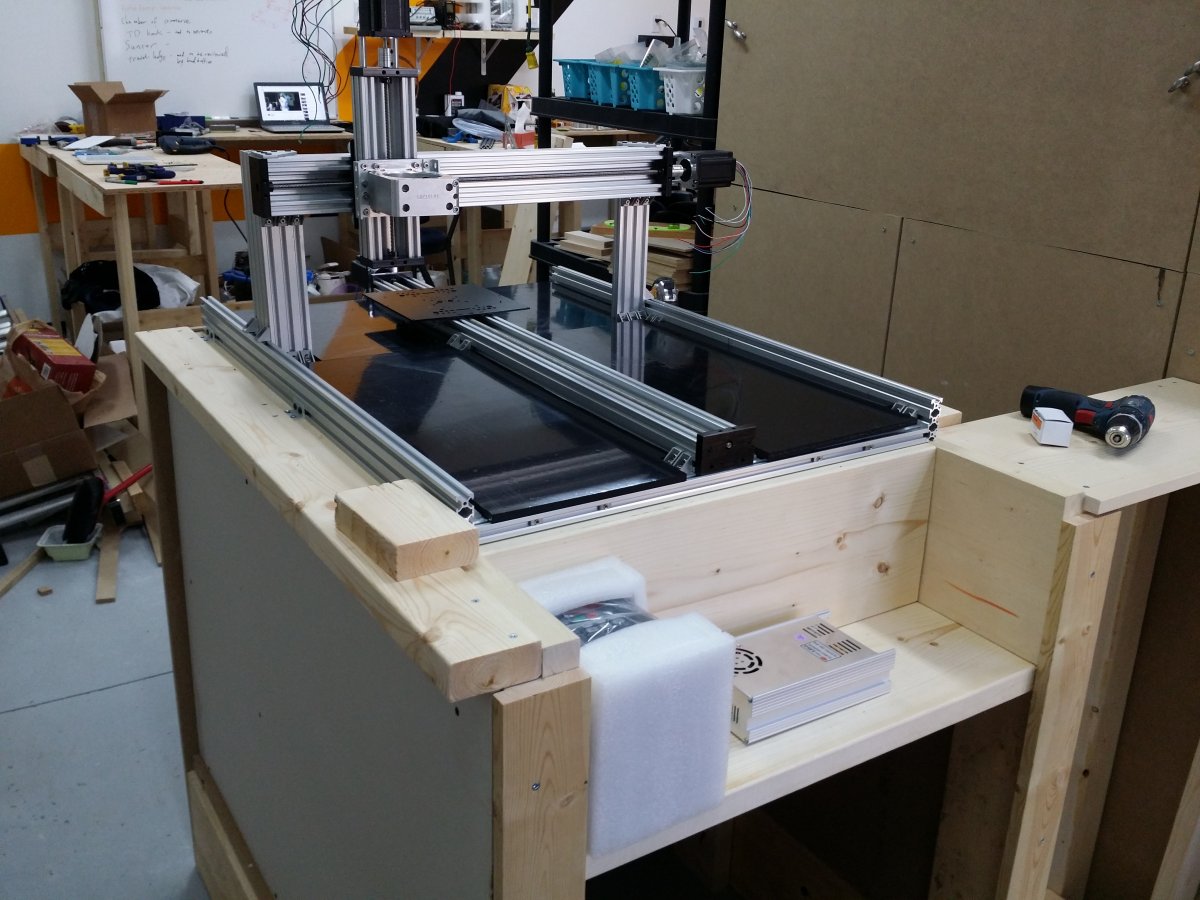
The black plastic is scrap ABS plate from our first CNC build and I just jigsawed it to fit relatively nicedly in the bottom bed of the C-Beam frame. Not visible are 2 extra 20x40 horizontal support beams under the ABS.
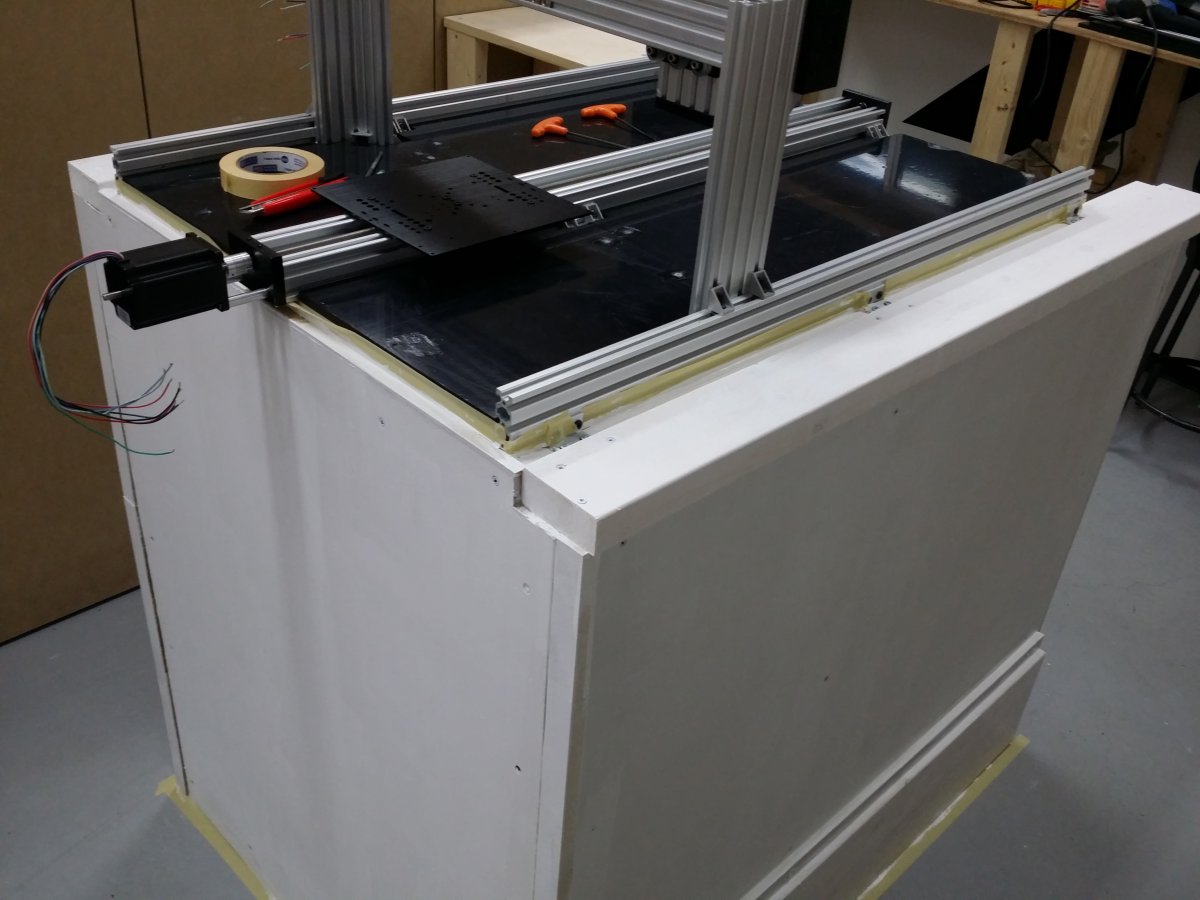
Enclosure ready for electronics! (kinda. almost.)
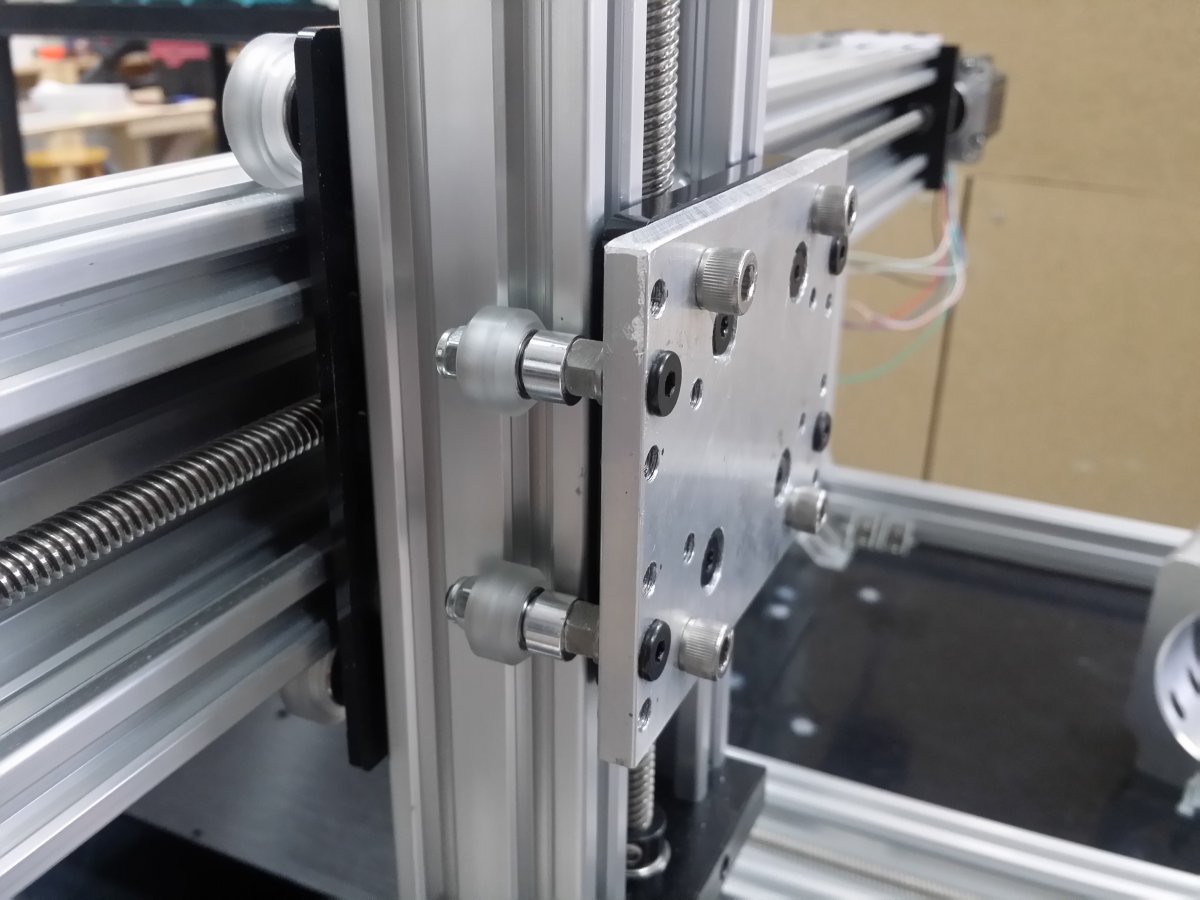
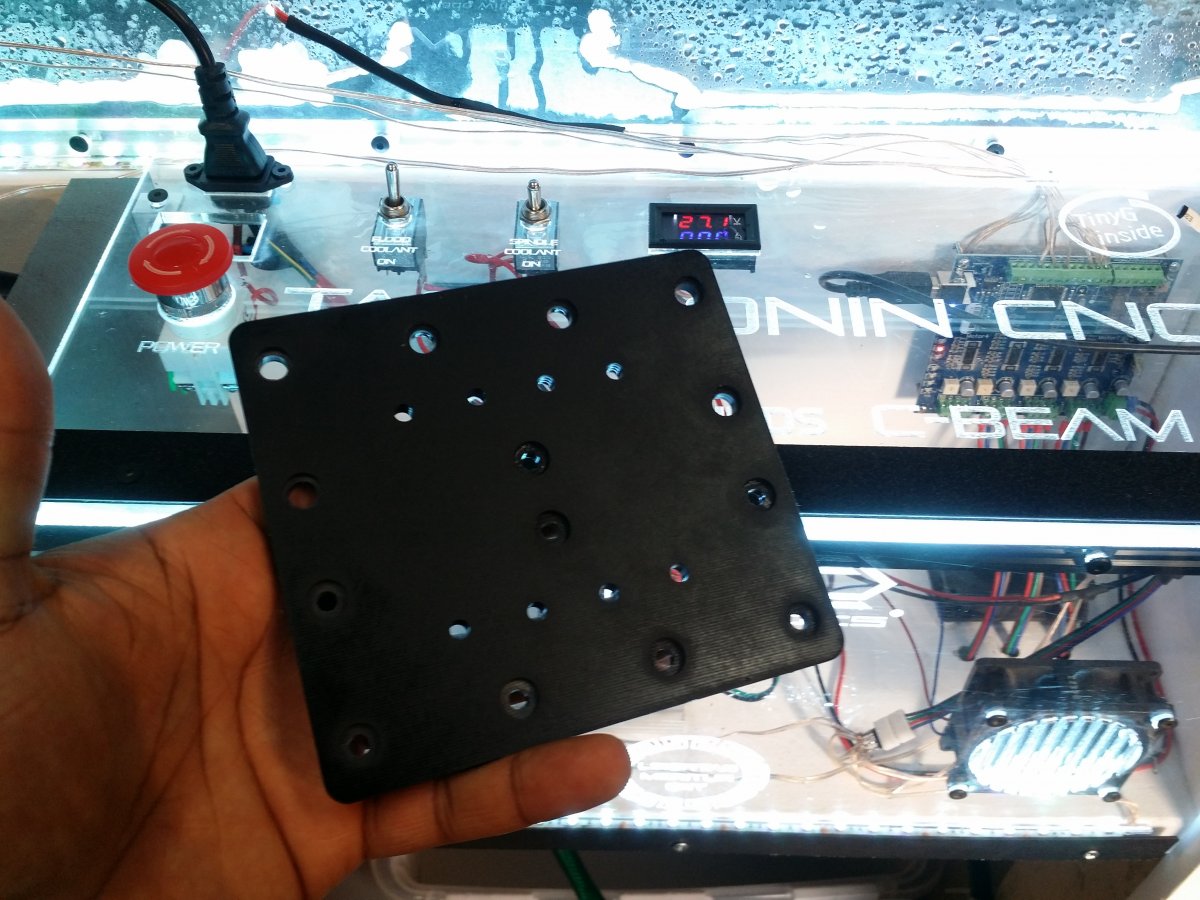
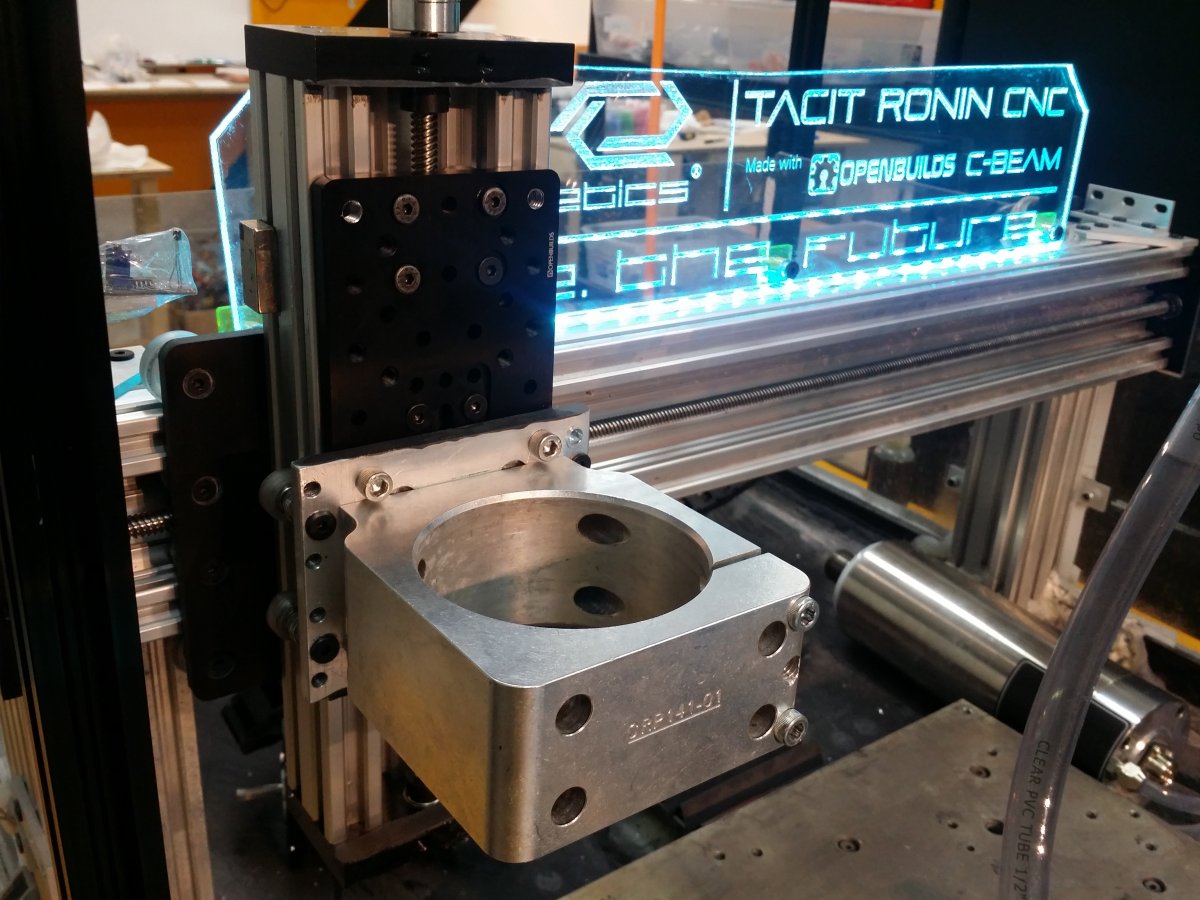
This plate was made manually with a drill press and a lasered hole template prior to the release of the new (awesome) double C-Beam gantry plate. This mod took away almost all of the deflection in the X direction on the Z axis.

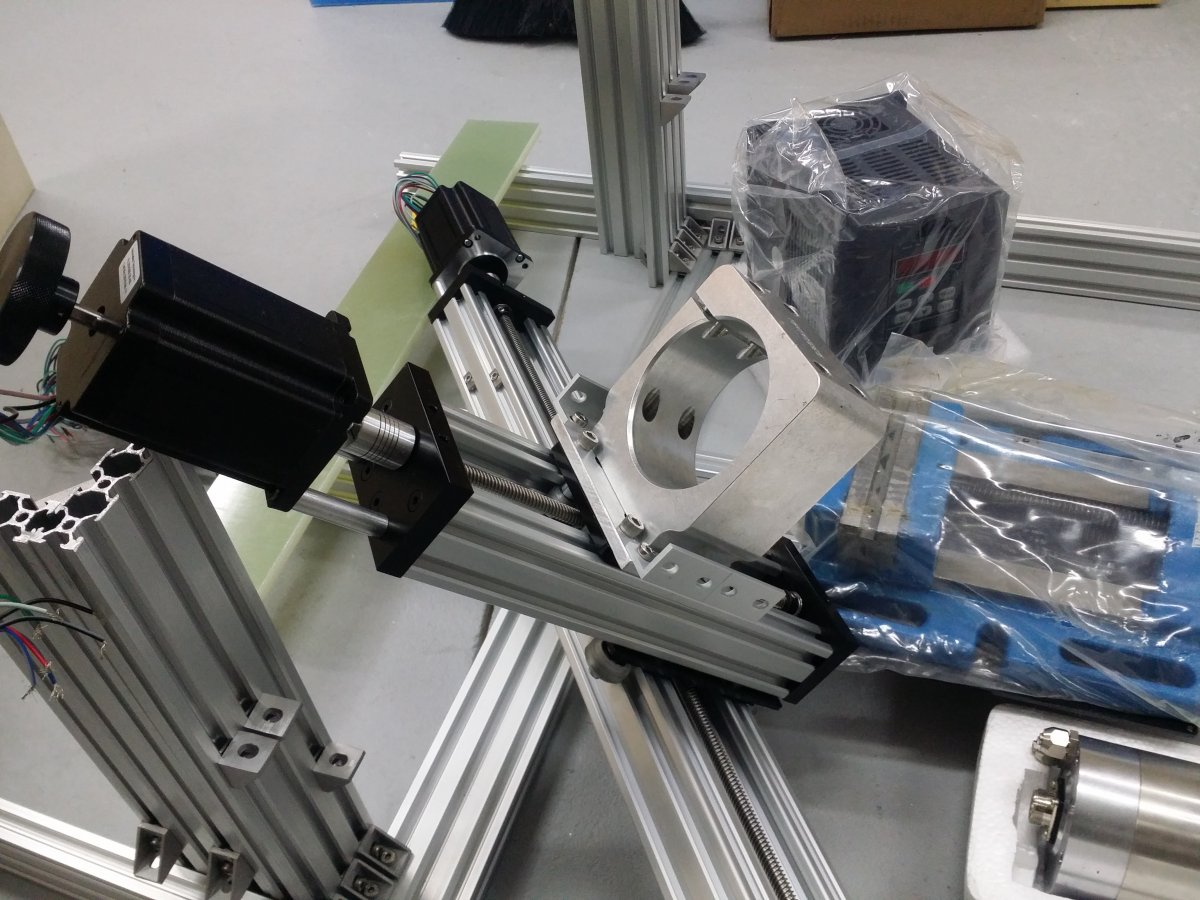
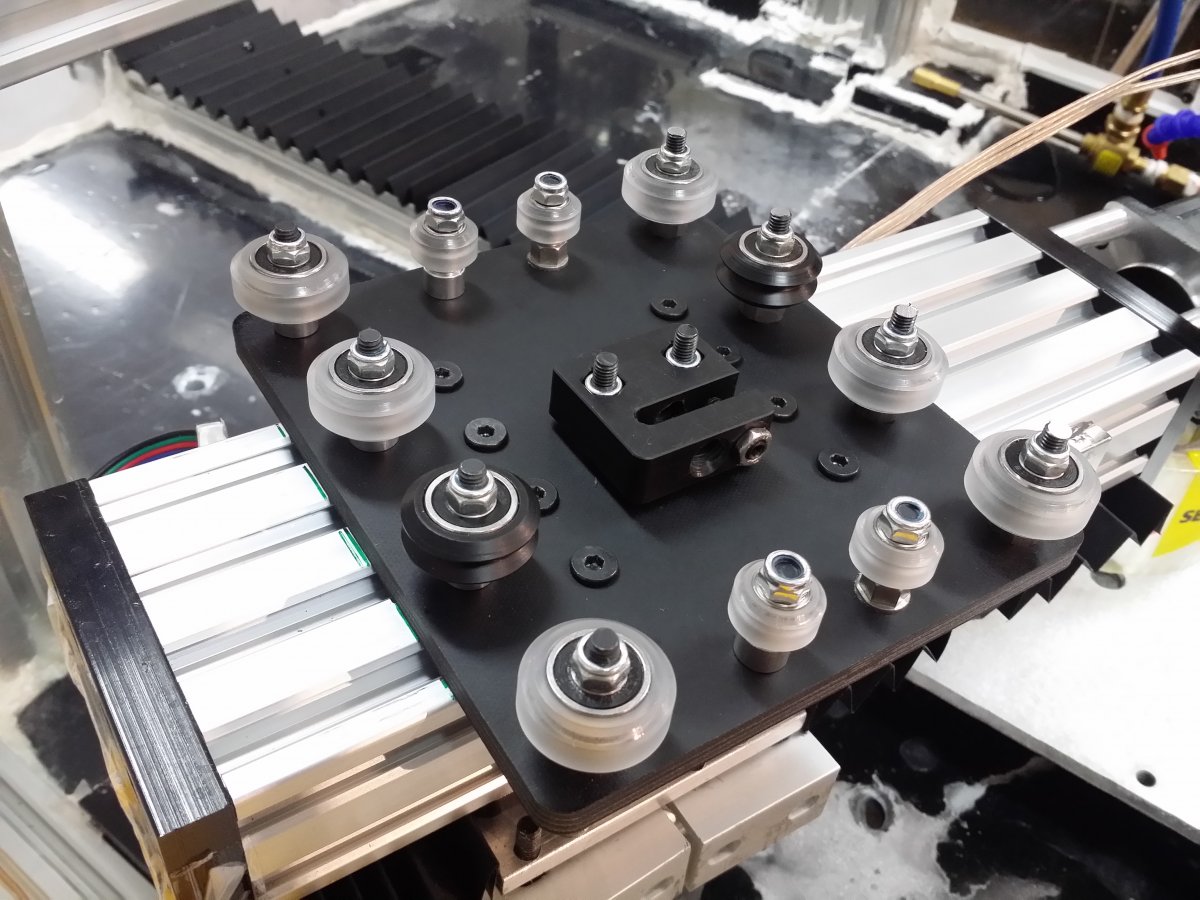
The next upgrade was to the X-axis. Since I can't resist the idea of machines building machines, as soon as I was able, I cut out a drastically upgraded X-gantry plate which has 8 wheels on the outside of the C-Beam with extra spacing and 4 mini-wheels on the inside of the C-Beam. This resulted in an extremely rigid setup far greater than what I expected. You can find the Fusion 360 model in the RESOURCES section of the site to edit and modify at your leisure. The most important thing to remember about the model is that ALL 4 inner wheels must be on eccentrics for the plate to work properly and to stay aligned with adequate preload.
Next stop, Cylons...
*** Please note I neglected to follow my own advice in this picture as only 2 inner wheels are on eccentrics. This was a mistake which was corrected later. ***
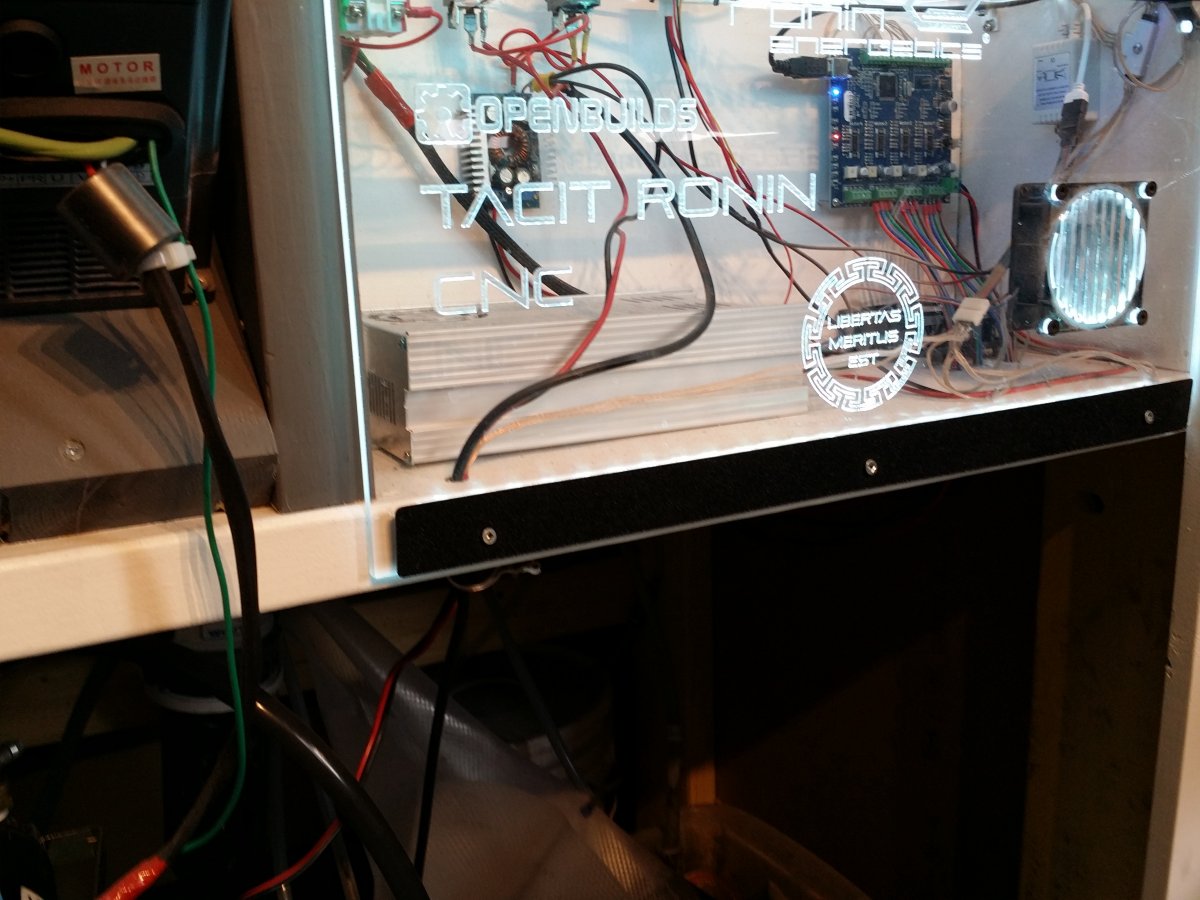
The Electronics Enclosure
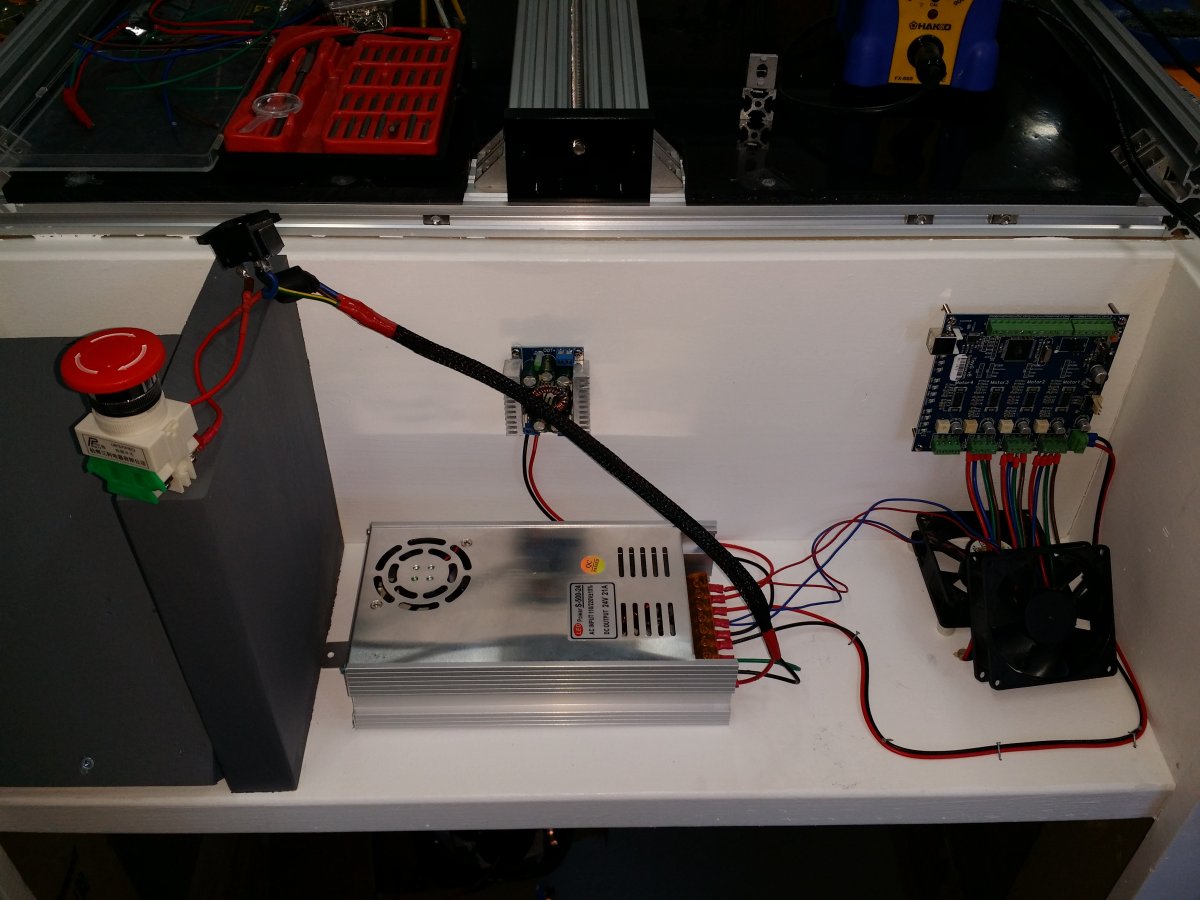
So once again I am using the venerable TinyG + Chilipeppr motion control combo and what a combo it is turning out to be. The basic reason I am using it is that for <$150 you get 4 motor drivers at 2.8A each winding....And the motion control is built into the driver board. The price per amp per winding can't be beat by many other controllers besides the TinyG and I am driving 425 oz-in steppers with it. Sure Gecko drivers let you use stronger motors but wow, those get pricey especially plus a Mach3/4 board in addition. Motion control can let your project price get out of hand real fast....
And enough can't be said for the 3rd order motion planning of the TinyG. It takes awhile to tweak but when you are slinging a 11-14 lb Z/X Gantry around you can literally feel the difference in the shop floor vibrations when you get it right. My basic TinyG settings on all axes are:
- 1800 mm/min^3 on all axes for Max Jerk (Homing Jerk is 5000 mm/min^3
- 2000 mm/min Travel/Feedrate Velocity Max
Now these setting are quite conservative and the TinyG has no problems driving double these speeds/
accelerations but these eliminate a lot of machine vibrations. With more rigidity and tweaking I will want to do more stress testing of the TinyG to see how fast we can get the C-Beam to really move.
Wire Management is pretty good. I bent nails to route the important wires along the bed of the enclosure and the motor wires come directly up through floor into the TinyG. There is a fan blowing into the housing and another fan blowing vertically underneath the TinyG and heatsinks on the far side of the board.
LED control, spindle coolant and flood coolant are powered by the 20A power supply from the Openbuilds store, 10A of which are going to the 330 GPH 12V dc flood pump. A cheap ebay 12V 150Wmax buck converter is powering the LEDs and DC pumps. The TinyG is being driven at 28V from the power supply.
A DC watt indicator gives me a good indication of motor load during a cut as I only route the TinyG power through the display. Another cheap ebay special, only a few bucks.
I almost have enough LED's.
The VFD and Spindle
System was bought on eBay from the user "solar.jean". Huanyang is the brand I believe. Came with a decently written manual and has a lot of useful functions. You can manually set the Voltage/Frequency curves for low rpm torque or top end power without a lot of hassle. Never had a single issue with any of these spindles or inverters. I have a 220V welding connection in the shop but they do sell 120V inverter models. Also note that the 3-phase connections for the spindle to inverter are arbitrary. They are labeled "U, V, W" but it doesn't matter which wire goes where as far as I can surmise. A ferrite ring around the 3-phase wiring also helps noise suppression.
And remember to earth ground the inverter AND the spindle housing. Because safety.
Here's a decent short thread on getting low-end torque from these spindles. Its water-cooled so you can run them at pretty low rpms without a major issue.

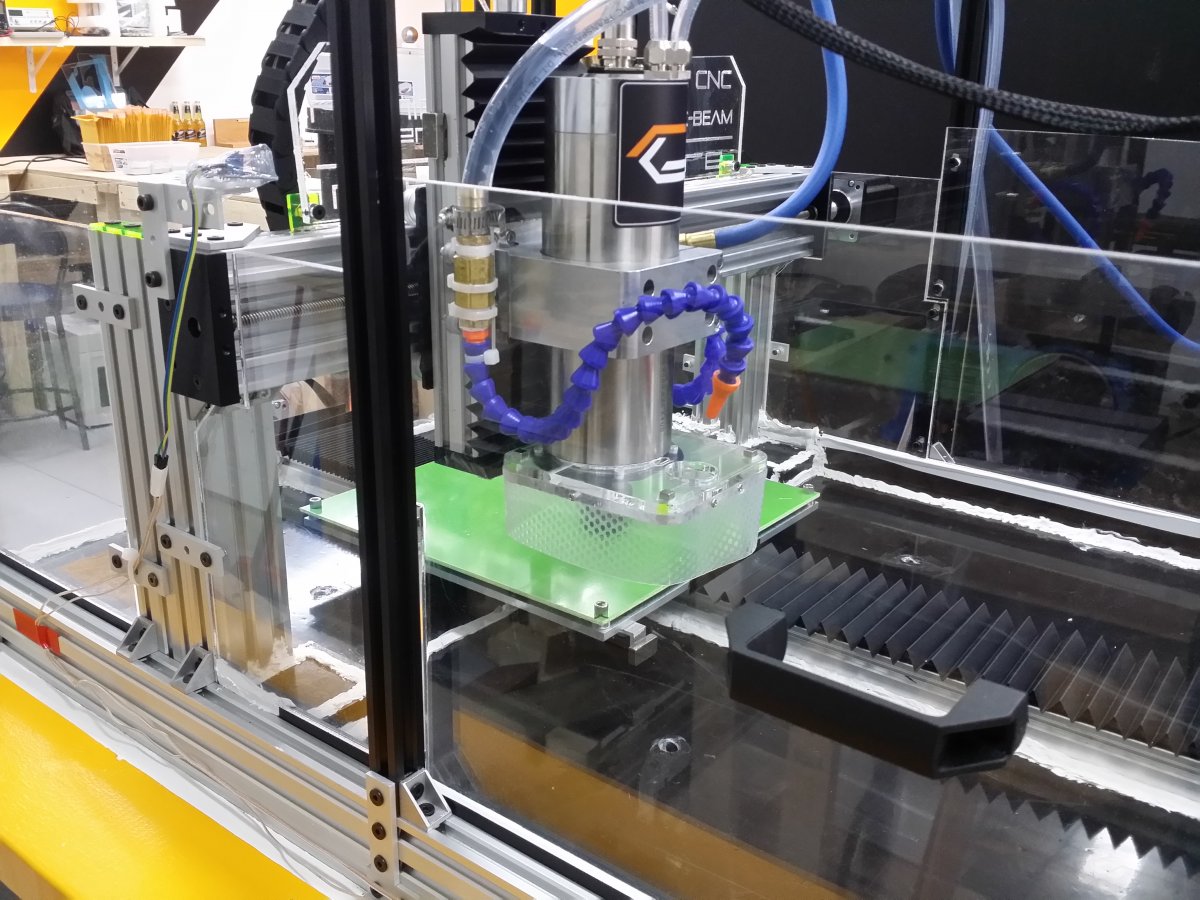
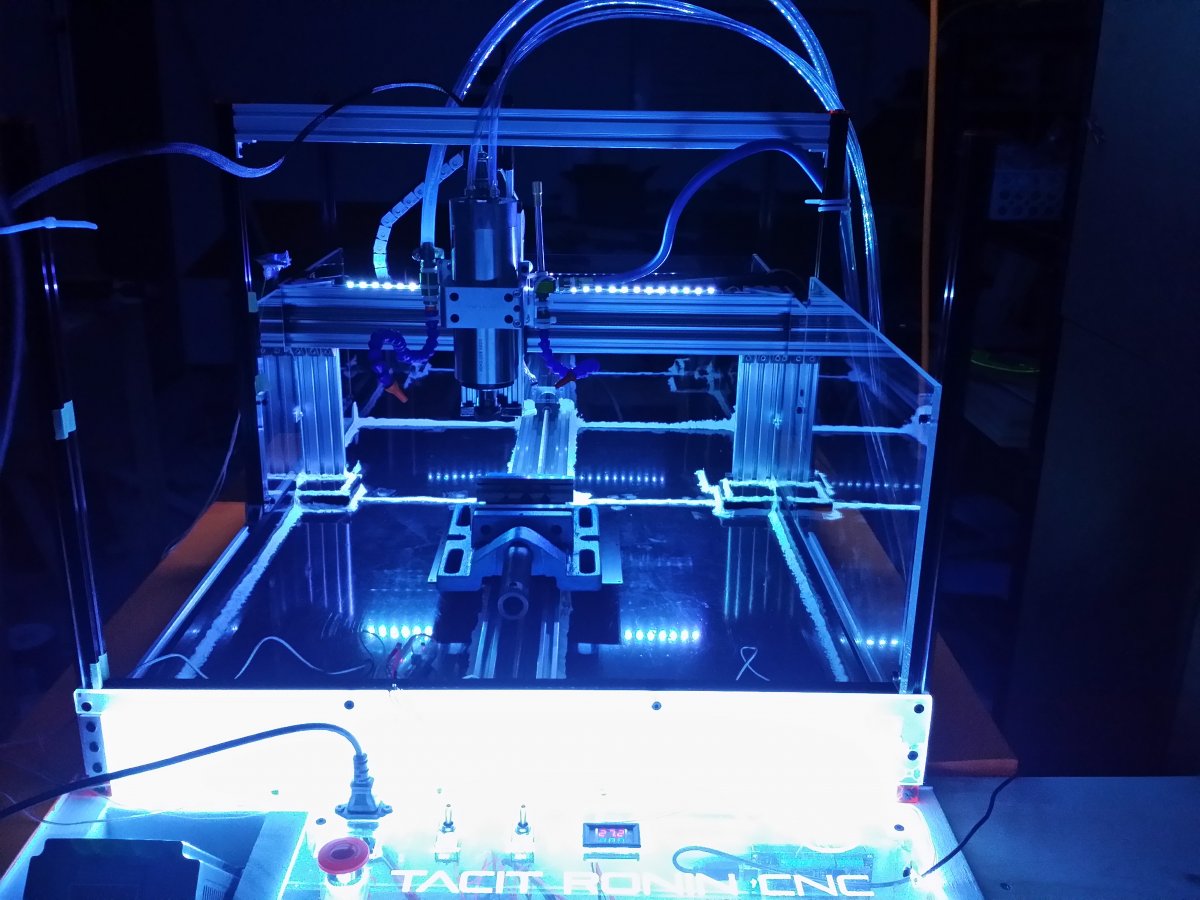
The Completed Setup
After more silicone sealant in every last nook and cranny of the bed, I finally got it all sealed and ready to cut. There are likely way better and easier ways to make a flood coolant enabled C-Beam but I did it this way primarily to use up scrap ABS and lumber not being used.
The side-panel door in the foreground has 4 neo magnets enbeded so it is super easy to take off a side panel to do tool-changes, load stock, etc. Front panel also has a magnetic latch system for reaching into the machine from the front.
Vortex tube for cooling when cutting metal. Cheap Hall Effect limit switch are used. Important to remember the TinyG can power 3.3V active switches only. Another $1 ebay special for the homing switches. JB Welded neo magnets into the gantry frame.
Flood Coolant System
Now this is where it gets messy....G10 and CF are gross, disgusting, goopy and grimy to cut. The swarf turns your coolant tank into a muck-filled semi-toxic swamp which I'm quite certain would start spontaneously sprouting baby alligators if not cleaned on a monthly basis. Now most of the aforementioned problems are easily dealt with a simple Home Depot filter system and a bulk pack of 50 micron cartridges.
It's really annoying to clean but honestly only takes 10 min to screw off the filter, scrap out the muck and replace. Replacement filters are like 4 bucks Canadian so thats like, what. $0.25 USD so it's a pretty cost effective filtration system. (this will buy you a coffee in the states)(thx nafta)
I can't take credit for this idea, I found it on John Grimsmo's Youtube Channel.
When the system is flowing it cleans very well as the coolant is almost black going in and clear coming out. I use this coolant and use about 2-3 bottles per coolant tank of 45L or so. You can find it on amazon for cheap. Turns the water blue if you up the concentration but still clear enough so you can shoot good video.

Drainage holes for coolant, 4 in total.

16 lbs of silicone sealant later....The ABS had to be sanded as ABS has a low surface energy so almost nothing will bond to it. This flood enclosure system works but our next machine will certainly be fully designed to make it easier to seal...These bellows from McMaster-Carr were used and cut to size and epoxied to the edges.

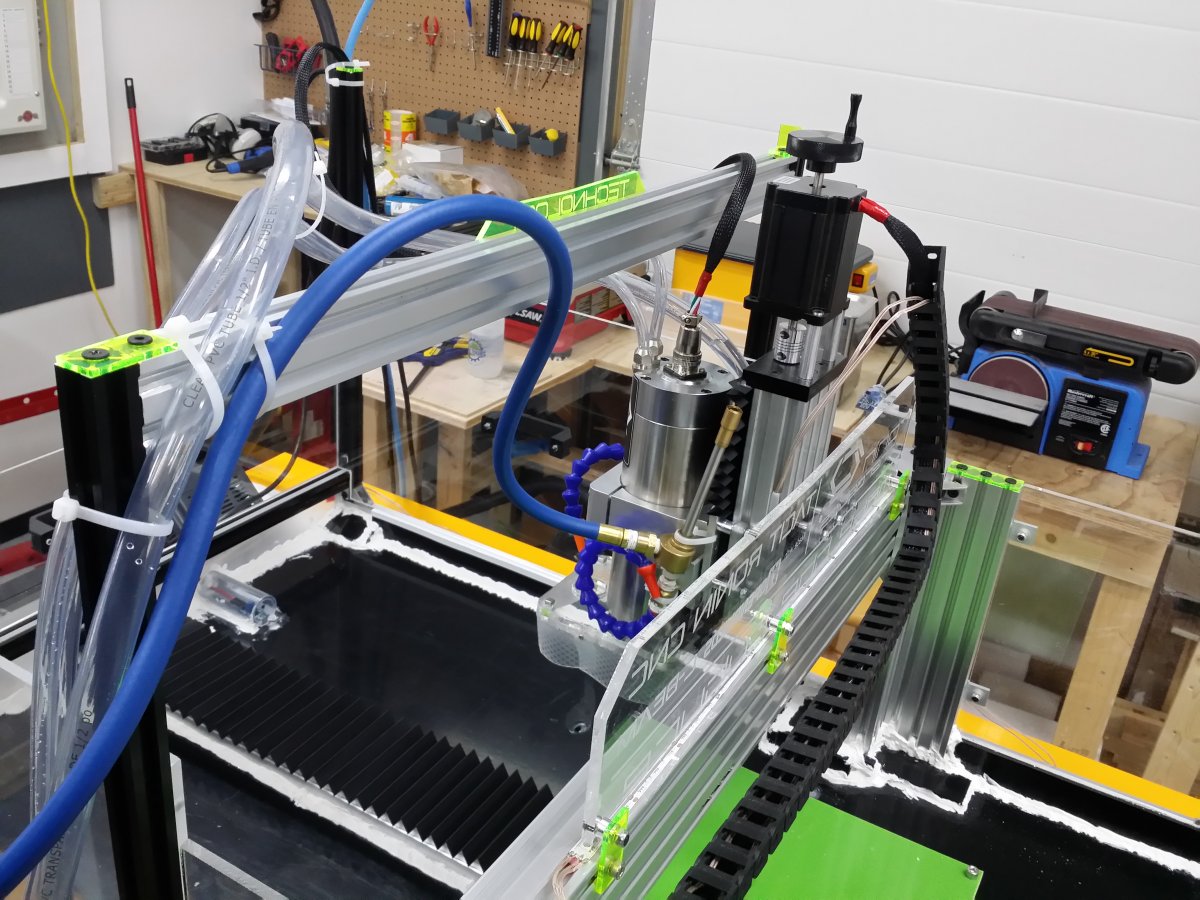
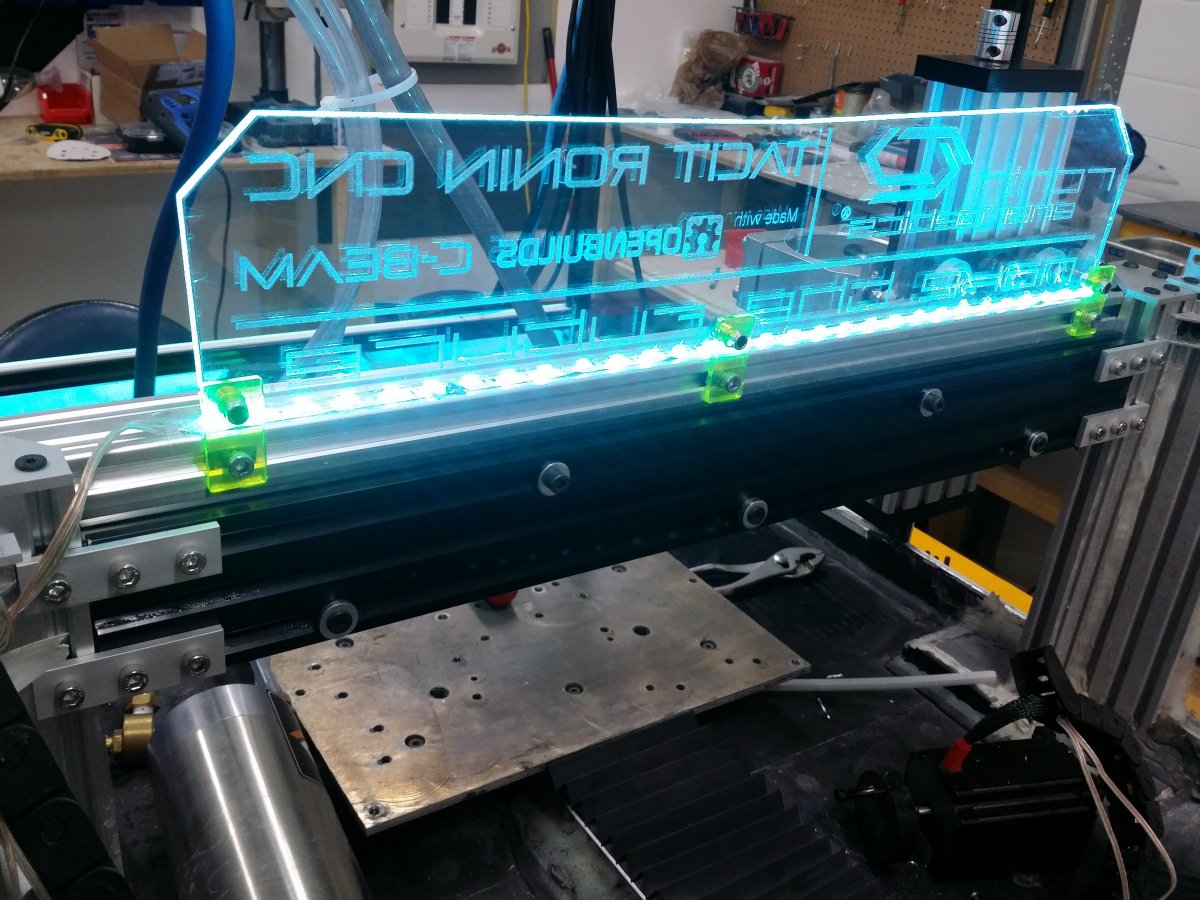
***UPDATE*** Extra Frame Rigidity
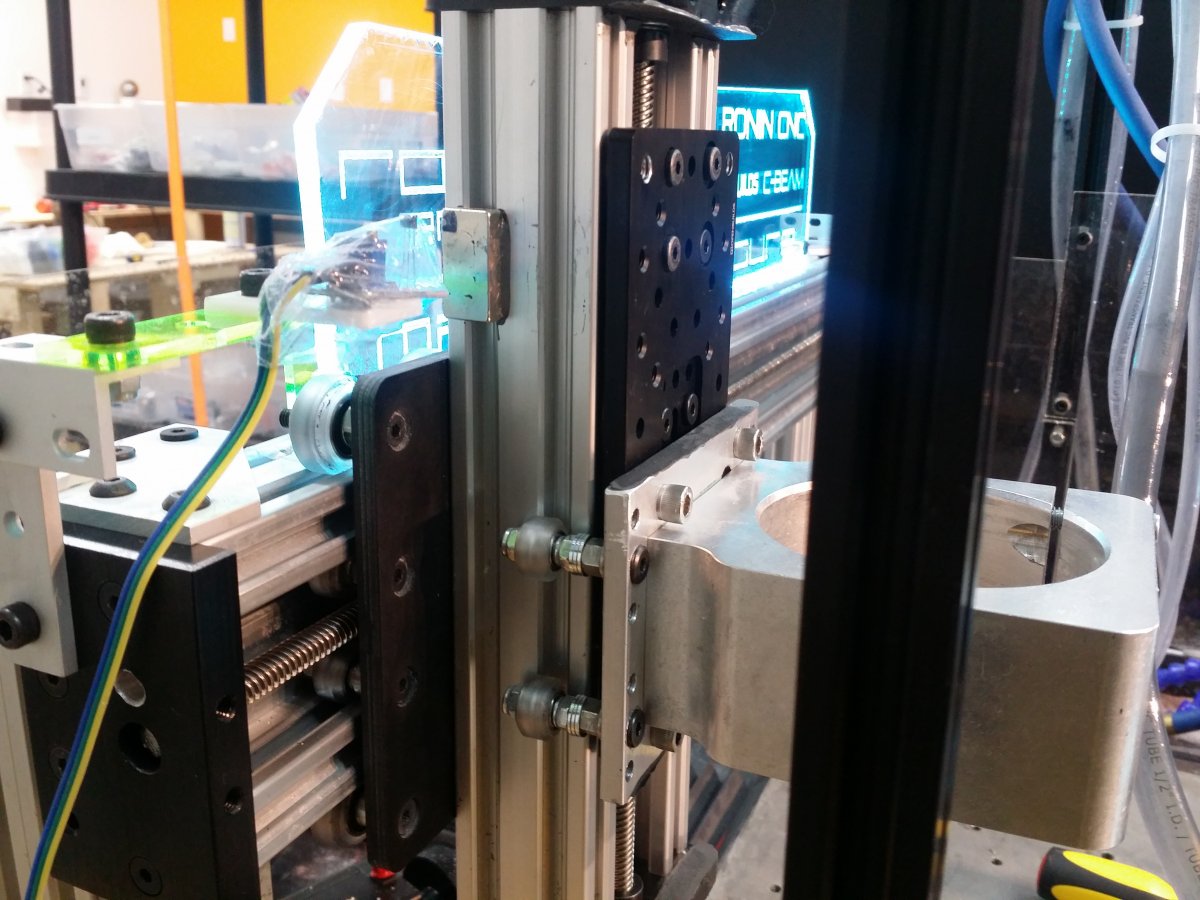
Just finished 2 new upgrades to the frame. The first was to bolt some leftover 20x60 V-Slot to the back of the X-Axis of the C-Beam.
Side note, below you can see the hall effect X-homing switch which I sealed from moisture with a small heat seal PVC bag.
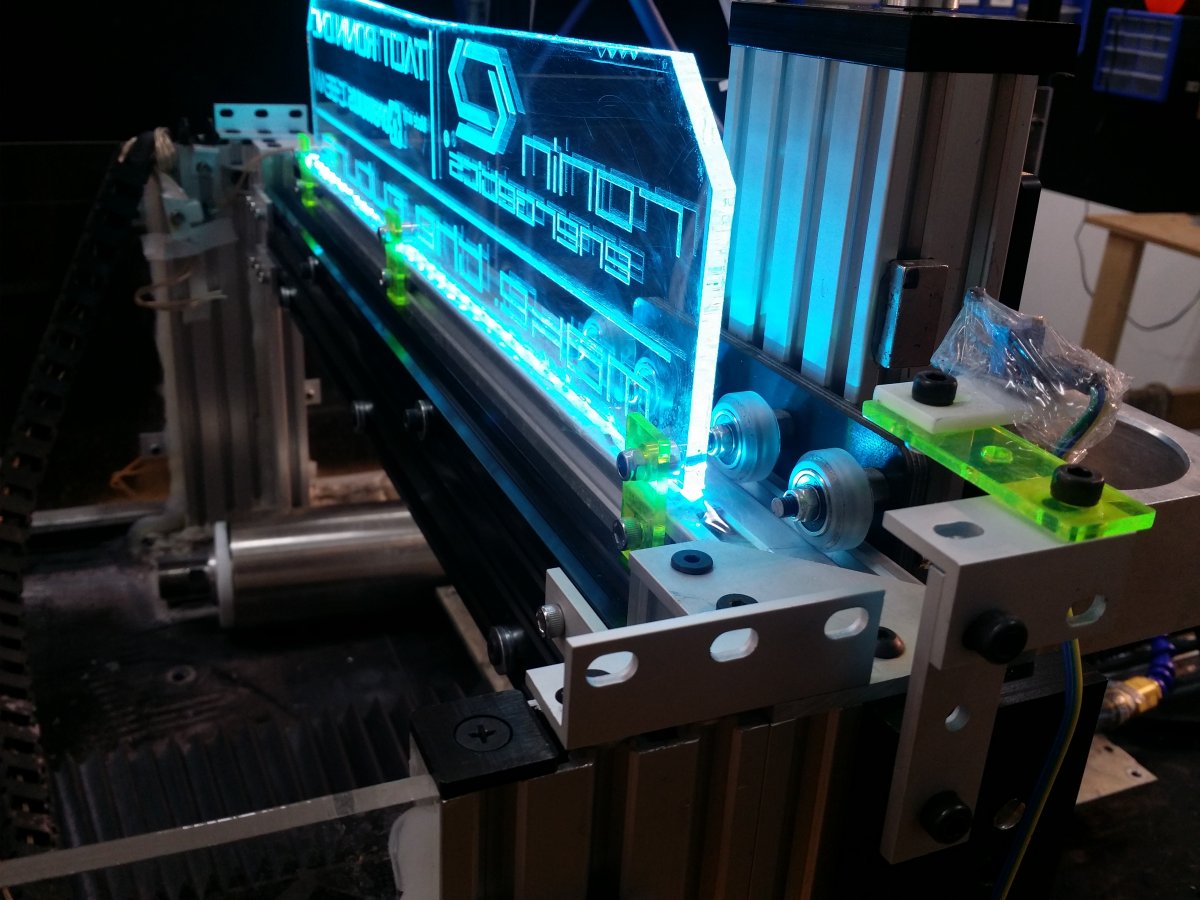
Drilled with 13/64"(5.15mm) bit in the black v-slot and 11/64" into the back of the C-Beam and M5 tapped it.
Next upgrade was the awesome double-wide C-Beam gantry plate which took out a huge amount of flex in the Z-axis. You get less travel on the Z but for my purposes that is perfectly fine.
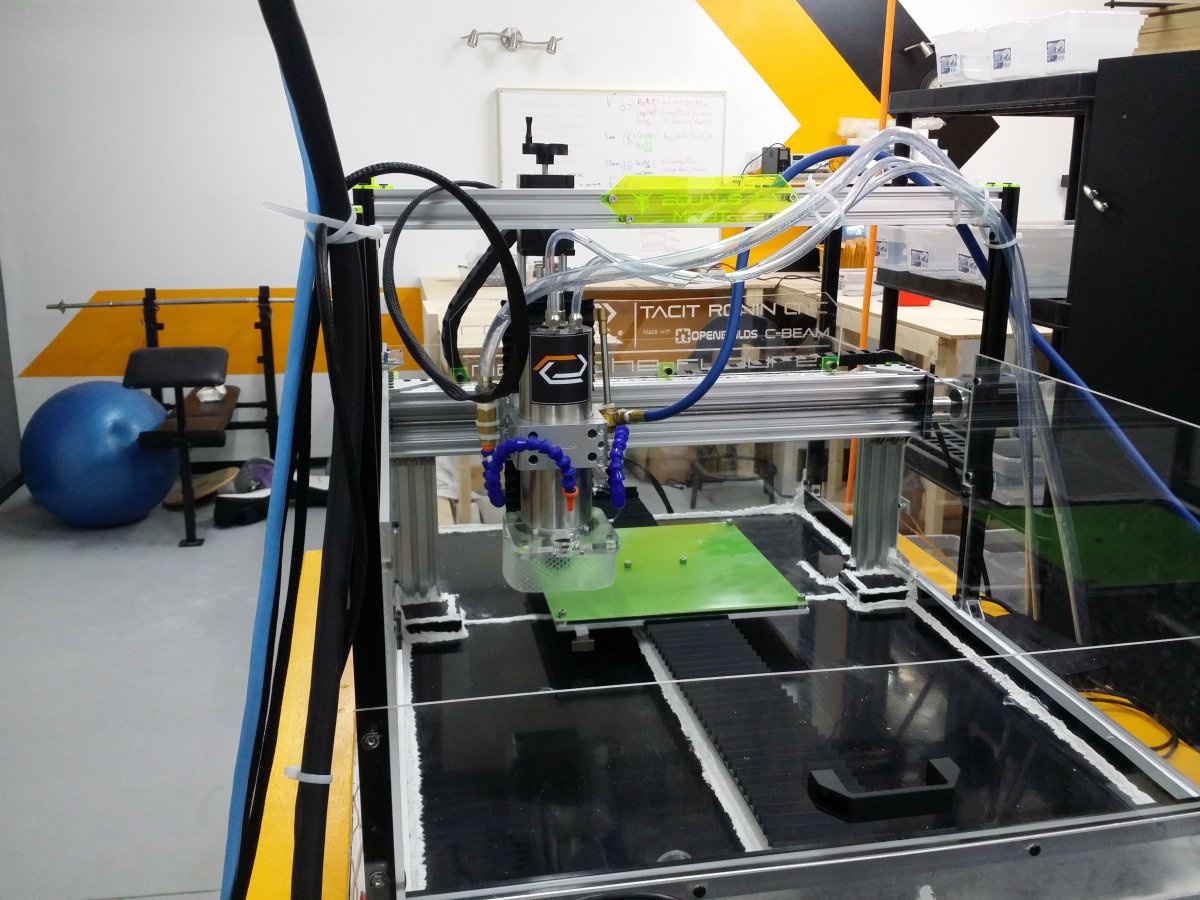
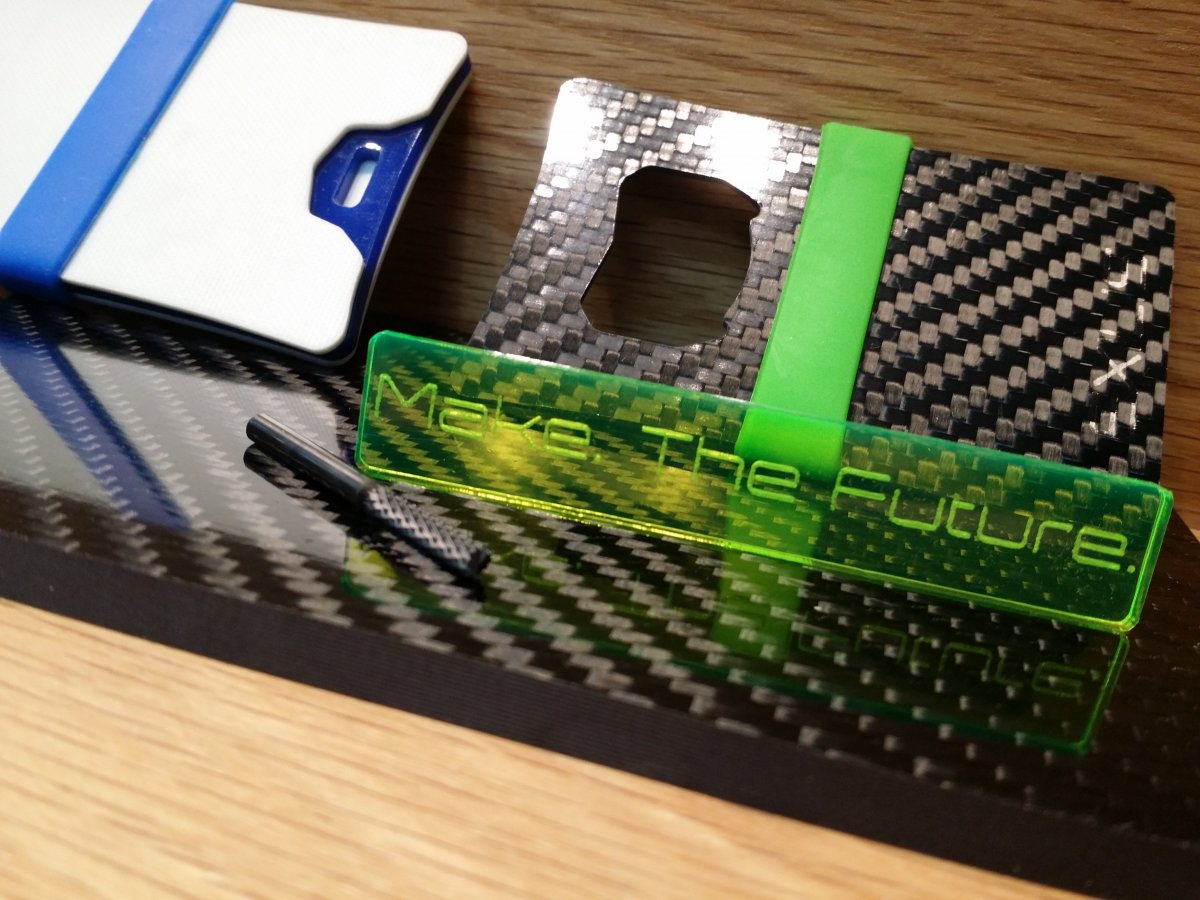
But can it make stuff???
Yup. The C-Beam is fully capable of doing real work well outside hobby applications at a fraction of the cost of (awesome) commercial machines like the Tormach. Everything below was 100% Made with C-Beam. >>shameless-plug-is-shameless<<





Thanks for Reading!!!
I believe there is no limit to the future that open-source fabrication technology can make for us. Libertas Meritus Est. Freedom is Earned.


TACIT RONIN CNC - Flood Coolant Enabled C-Beam
Build in 'X/Y Table Style CNC Mill' published by alex_b, Jun 29, 2016.
The TACIT RONIN CNC is a fully enclosed C-Beam platform intended for flood coolant cutting of Carbon Fiber and G10 composites.
-
-
Build Author alex_b, Find all builds by alex_b
-
- Loading...
-
Build Details
- Build License:
-
- CC - Attribution Share Alike - CC BY SA
Reason for this Build
We needed a flood coolant enabled cnc for cutting fiber composites in our shop.


