
Well my manic first week of research turned into two and so I scrambled to empty all available credit and have committed to a real challenge. This leaves me with time to make the bad decisions worse by publishing the painful account.
day 7: overwhelmed with infinite configurations of equipment but made first orders for lead screws to over commit just in time for my auto to threaten critical failure (doubling down on the mechanical with no reserve for material.) Plan revised to build a machine to build the machine. to build a machine down the rabbit hole ... could I waste any more time shopping online, days gone forever. What will you build after you get the bills ... a debtors prison?
day 10: I'm going to need help finding a machine shop willing to take the job of the gantry plates and brackets anyone have suggestions let me know. Lots of unanswered emails and calls. 80/20 quoting $38 for 12 hole stepper bracket, new plan build the machine with scraps to mfg the real parts. We were turned away by a couple of machinists and I'm must admit to being fearful of contracting this piece of swiss cheese to anyone using paper drawings and a manual mill though chances are that guy knows what he is doing. I have a hell of a time getting cad copy/paste/mirror to mate true, hate to see through holes turn into slots.



day 14: first major delays with orders from China so we're all celebrating May Day this year. I bought into design the way any self respecting skunk works would by picking off the shelf then setting down to design around the chosen parts. Nothing original or exciting just expensive, hacking from massive aluminum plate diy cnc Katran design I got from grabcad GrabCAD - CAD library. He was at double mic6 plate but my 6mm wont be good for M5 threads to hold the gantry plate vertical so I'm going to have to get heavier.
I will post all my CAD in any format if anyone wants, good fun to download the trial just to play with the design but it is really hard to trust free online design to the point of ordering parts cut on spec. I'm sure half of us here entertain the notion that a machine can pay for itself with work but seeing mid purchase price hikes of 30% from the online shopping delay algorithm has dismissed all notion of recovering costs.
Started a refresher course in Rhino then bailed to try Onshape but couldn't pick it up quickly so back to the well of Autodesk. After 30hrs and a cluster of bad fractals and booby trapped cad I bailed on autocad to seek the solace of Inventor for clean parts management but all these programs require some fore thought and designing for constraining. autocad, rhinoceros and inventor all render poorly it's really a bring down after a week of work and now my files are bloated with multiple formats and confusing name changes. 30 days a year I get spoiled by playing with the nice software, not to mention burning four bridges in one month is a poor economic decision.
speaking of which linear rails and lots of "what the hell's in here?" from the fedex guys

parts are trickling in from China and California, not enough to actually start the build. Wrestling with the purchase/design disaster that comes from lack of any real experience with cnc mills. At this point I'm avoiding that whole electronics and software side to this. The mechanical I can handle, the real skill is to simply have the parts in hand for the build. Not sure yet which of the electronics are redundant, does the gecko need the stepper motor drivers, the Chinese break out board will go up for sale at the least? Here's the Longs Motor nema 23 425 package that doubled my electronics bill and went with the gecko for no reason other than popularity but plan to go with linux cnc to avoid mach4 licensing. Linux is no big woop but it wont plug and play with windows cad to cam so this may need some more research. No usb on gecko means looking for that $20 garage sale pc so I don't have to sacrifice the cad machine to the garage. Any one see a clear diagram of cad to cut, still trying to sort out how many middle men are needed to go from .dwg to finished part based on dwg linux cnc.

day 21: the extrusion order has reached critical mass as 80/20 doesn't have supporting hardware for the 30-6060 profile I chose. $38 custom brackets means a redesign, I'm thinking my drill press and some stainless plates will do just fine for extrusion joiners in the initial build. 80/20 is a significant price jump from misumi but maybe there are other issues? Anyone think there's any difference between the two, (can't justify paying for a distributors market.) I will paying the extra$20 to have the extrusion cut to length and tapped at the factory because aluminum is so unforgiving. I'm a little worried that with the linear rails on extrusion it will be a bit like rolling a barrel over a washboard so I will fill with sand to help dampen the aluminum pipes. I will evict the table saw from it's frame to have a steel frame to get the cnc off the bench.
Current plan calls for a 2.2kW water cooled spindle motor and vfd but I have a voltage issue in the garage as this will all need a 220v 40A breaker will most likely exceed the entire cost of the build. I'm hoping to stumble on a budget electrician that will let me do the run ... so what's the code look like for running a 220 line to a out building? All the old "craftsman" wiring was grandfathered in and if I just diy that'll mess up the house insurance. New work costs might mean burning through some home depot routers while saving for the real motor.
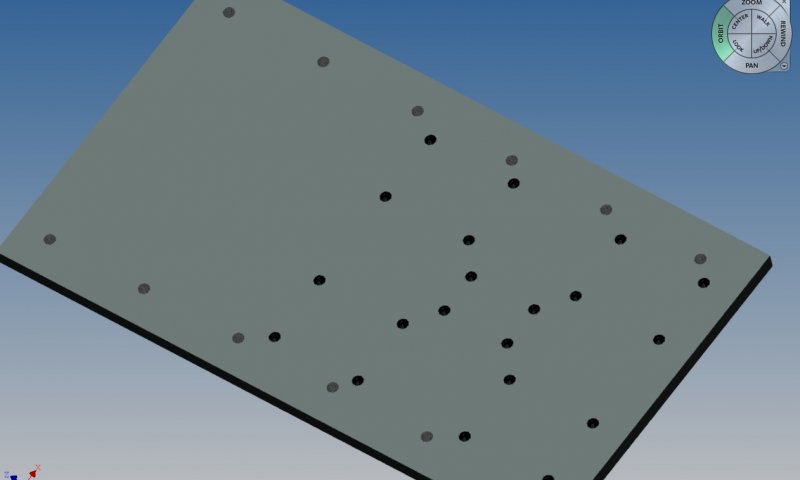
The amount of precision drilling, tapping and counter boring in the gantry plates makes me want to simplify the design a bit as the linear rail blocks need significant lifts in their shoes 12-14 mm to give clearance in the lead screw assemblies. I was hoping to counter bore their mounts in aluminum plate but will save that space saving upgrade for the gen 2 and stick with plate stacking. The plate riddled with tapped holes so finding a shop that I can afford wont be easy Already filling machine time by scheduling pro bono work for myself ... totally not sliding backwards down a economic incline.
day 22: Lovely conversation with an electrician today about how the old house wiring isn't code and we will need permits so to add a 240v line the house needs a new service line ... $5k min but I won't think about that till after build. First lost shipment from China was the first order placed for the lead screw set cripples the build. We're back to square one with finding parts supplier for what was the first parts purchased will be the last parts to receive. This build is more of stress test than skills testing.
day 23: As the machine build is on hold waiting for next paycheck and parts ... time to push the scary electronics and cam envelop open and begin the linuxcnc reading. If anyone has a good link to a roadmap please re-share it, I know the information is out there somewhere or everywhere. Most of what I've read so fare is just making me more confused.

Well after a week in the youtube pitz it is pretty hard for me to learn anything from linuxcnc/mach3 tutorial videos. Started playing with fusion 360, it ain't no inventor/hsm. Rumor has it there's a free version with limited features but of course there's never filet mignon at the soup kitchen.
Finalized the extrusion order with the last gasp of the visa, then set back down to rework the design only to discover my nuts are going to block my linear motion. I had to spread the gap to accommodate the narrower extrusion so that is going to eat 70mm out of the y axis. $40 upgrade to 900mm length 1605 lead screw to get it back or go with the original solid mic6 plate instead of the extrusion 60x120 which was the economic choice to save 25% and to order from with MiSUMi over 80/20. More ebay fodder, anyone need some Chinese stepper controllers and breakout board, just looking to recover enough to buy mach3 or more likely to fund the custom plates.
Latest design iteration a bit of a step backwards but fits the parts in inventory, started to regret the complexity of the first plates and brackets. Finally received the lead screws that took an extended holiday in HK, May day to Memorial day, doing my part for détente. Though I have to work on my communications and restraint as it was frustrating to learn the merchant shipped economy after collecting express fees. Stay away from the ebay. The onion school of cnc, lessons within lessons, but it should be a decent start to the build this weekend and I clocked it in the inventor/acad trial, now I’m off with a handful of paper to see the look on his face when the latest machinist sees what I need.
Rude awakening on prices for custom plates: gantry 2 x $80, gantry z $135, router plate $70, gantry support plates 2 x $200 ($70 $50, $80). So like $5 per thru hole and that was the Chinese quote. A local guy looked at me with a straight face and said $95/machine hr to drill and tap, using pre-cut tool plate. 5min to clamp the plate 30min to drill 48 holes 3 machine hours, madness. Running the simulation in fusion 360 takes the better part of 2 min to configure and write the gcode, 12 min milling. Riser blocks 12@ 40x60x15 with 48 5mm thru holes $180 or my favorite 3mm 60x120 SS plate with 8 thru holes $42. 3 days work would pay for this build and more guinness than I could drink, I'll make millions. I wonder how hand drilled wood plates would hold up, looks like I have a few months to try it and could at least sort out the electronics.
Better news, found a low cost Chinese supplier of plates, sent off the drawings and this will be a good test in non verbal communication. I never intended to do so much international business but the truth is their qc has been quite good, knock wood. Shipping is a whole other story, if I could have found local guys ... but when you live in the desert you have to get your water from somewhere. I see an oasis over there or maybe just a mirage of a one legged man.
Having learned that 80% of my errors come from 20% of my work, does anyone have a machine table made out of 40x40 extrusion? The MiSUMi 60x60 is massive and with all the plate the machine is maybe over 250kg but my error in ordering extrusion meant a 100% increase in cost. I would like to get the table built for under $200 so 40x40 is only option as the 60x60 would be min $350. This is the cost of this home schooled diy building off-trail, pretty sure I can get back on track for the next build and get a full kit bom under $1500. If there was a real market, yet another kickstarter CNC, this design could be acquired for under $1000 not including spindle-vfd and that would be good but got to prove it will stay together cutting aluminum, now what is this mach3 thingy? I tried to get the $25k loan for the 100 mechanical kits but financing said no way josé (my credit was trashed a year ago by a medical insurance hospital billing error, U--S--A.) tmi?
I wish I had gotten some criticism/feedback but as one guy pointed out I seem to be running too fast. I'll post some videos once the build is complete as the parts have all been purchased already, (just not received paid for yet.youtube guys are good for scathing critique. Next week will be exciting boot up of the running machine. I've been playing with fusion 360 but can't find a way to import parts so that means redesigning everything in fusion, ugh lame, it is the special needs version of CAD. The good news I made so many errors in the original, under sized thru holes, that it all needs to have clean drawings, yeah. Time to invest in some wd40 and watch some more CNC porn on youtube. Shipping delays, mfg missed deadlines, pay to wait, the new old world is so frustrating, next week transitions to next month.
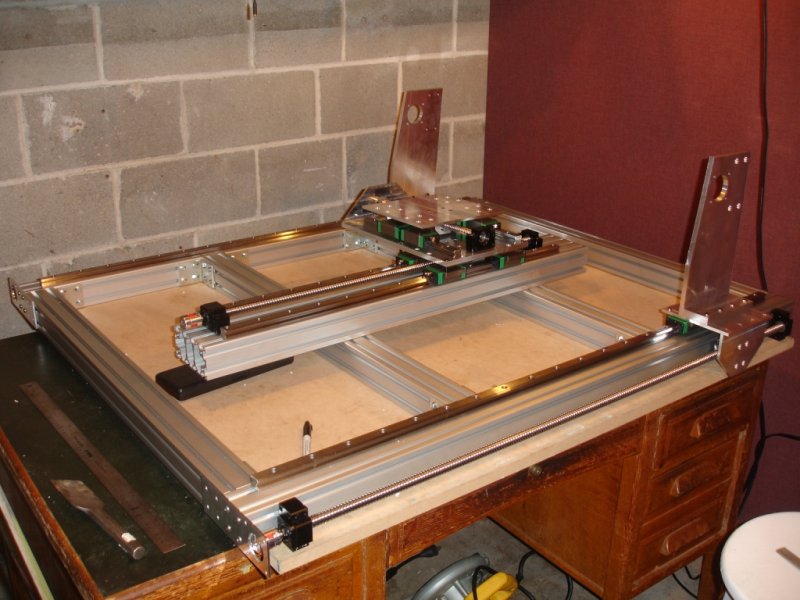
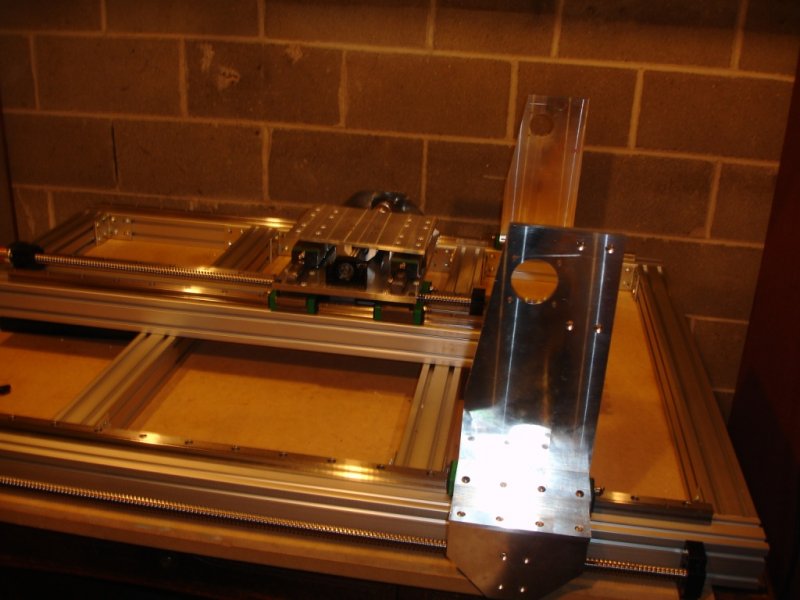
June - Plates arrived from China, this is when I get to inspect my errors first hand. Z axis has got to get some work as the screw mount assembly didn't match the drawing, off by 2mm so I attempted to use the drill press and tap some new holes only to find that I too miss drilled one hole by 2mm. Have to put in a heli-coil or nut with bolt. Still having so trouble finding a aluminum supplier locally, to avoid the shipping. I'm going to cut some mdf for the block spacers in-between plate and rail carraige. Finished test fitting but I have real doubts about the gantry plates. The gantry will be under massive torque from the weight of the plate and linear rails these are the details that only make sense when you try to lift a 200lb gantry that is trying to roll out of your hands.. I'll have to go with stainless or 20mm plate for my first project. In cad everything looks tiny and light as air. So much weight hanging 80mm off the front of the gantry but I might get away with it.

Ill sleep on it and worry about fixing the pc tomorrow.
Of course the pc sits untouched. Struggling to get the steel bracket plates for the lead screw supports to allow proper alignment with the stepper is the bane of the build. The last 5mm 60mm x 60mm stell plate with 8 holes, 4 threaded 4 thru holes but always a couple are off enough to fail. They are all off but I can't seen it until the 45min assembly to realize that i'd need a mill to git it right. My drill press isn't going to win any awards for accuracy and my eyesight and aim with sweat dripping in my eyes, well human error. The gantry held without a running spindle and doesn't care about the weight yet. I've got to get into the practice of wiping down the machine with oil as my sweaty hands are etching the steel quite fast.
I was going to mount the gecko into the pc case but I'm worried it'll be too hot. I also realized that I never added a set of holes to adjust the z plate so with out the extrusion bed every thing is 150mm off the bed or where it will be when and if I order the $280 extrusion, maybe round Christmas. Should have the mechanical finished by tomorrow and will start wiring up.
Everything assembled nicely, though I built out of order used the wrong screws and started to mangle the extrusion before realizing my error. Disassemble then reassemble, then repeat. I tried to use some welding steel for the screw supports spacers but once again I designed in metric then had to use my imperial stock and would occasionally forget why everything was off by 1.3mm. To avoid having to place an online aluminum orderI spent six hours practicing for swearing olympics.

Rule 4b move prized possessions while assembling heave machinery, shattered a wing tip bumping it off it's perch.
So close to finishing, pc is getting white washed for a clean windows install and Linux dual boot. Linuxcnc first so that I can almost afford to buy some aluminum as I need to replace those heinous spacer blocks on the brackets and z rail blocks.


Has anyone built a 48v power supply out of pc ps? Here is were my brain gets mushy, volts watts amps oh my. Still now definitive solution for the power supply issue, like all aspects of the cnc I am learning as I accomplish errors. Bought a $25 computer through the university warehouse sales, where the school dumps old pc's that have had the hd and ram ripped out, no guarantees of working and sure enough the dban killed the hd during the formatting and my old ram was too beefy for the dell optiplex 745 mobo, really hate dell now. Cheap solutions are like short cuts to a closed road but in the end the case is ok to house the ps, gecko and estop. Don't want to sacrifice my good pc to the garage as we have real environmental hazard in a garage with no climate control. I need to find a solution to our high humidity as the steel in the rails and lead screws seem to be under tremendous corrosion stress. Not sure about the best solution grease, penetrating oil, chain oil, bar grease. What is the best solution for preventing corrosion on steel parts? Daily wipe down with wd40 not sure if this helps or hurts the situation and not a single cut yet.
After a few exchanged emails with longs motors, their perspective is a 48v ps will burn up the motors easier but I opted for the 2x priced gecko g540 with the inline resistors that specifically prevent this from happening. I can't find a buyer for the 36v ps and no one sells the 48V 12.5A domestically under the ridiculous $400 price tag. The Chinese ps is 6 weeks out so I may finish the wiring with the two 36v 10A supplies as they should work just slower speed according to gecko documentation. I haven't gotten the guts to apply power yet and may wait till the ram for the pc arrives.
Here's the first supply of aluminum plate waiting to be cut. I will be using the bar tool plate for the linear rail block and screw spacers . They will need only drilled holes and surfacing to proper thickness as I could only get imperial aluminum tool plate stock in the US. Every new issue has a sub issue that requires an additional 2 weeks for shipping. I may come in under 1/2 the price of a pre-packaged kit but didn't save any time that is for sure. So much more satisfying as a diy anyway.

Next issue is aligning the gantry long axis lead screws. I secured the linear guide rails for parallel according to ease of motion, could be off by .05 or more but glides true. The screw nut attaches to the shoe bracket but after turning the screw with out thinking I realized how easily the gantry can be torqued as there is as much as two revolutions of potential play. Is it better to center and align the anti-backlash with gantry attached? The assumption is that the two screws and motors will have identical travel and I don't really have the tools to be able to measure any variance outside of apparent binding in movement. I seem to be doing a bit of dead reckoning and may want to detach the gantry while testing the two screws and motors for movement.
v1 completed running the $12 router lasted just long enough to cut the spoil board t nut holes then ate it's lower bearing and seized. Resolved my electrical issues but using a step up transformer, slightly under rated at 3kw but did some aluminum cutting and it didn't blink cutting 8mm doc, 6mm wide, 800mm/m, 400mm with a 3/8" 4 flute flat end mill at 7000rpm so 5sec under stress good of course it pulled the mdf up, from the vise in the center like a dome a good 5mm from the start of 3mm. Took me a while to understand what happened once I saw how the spoil board shifted, think the machine actually vibrated the 100yr old 400lb oak desk into a new position. My longest cut so far was about 1.4hrs and was able to walk out then come back to watch it finish but that is just simple pockets and facing still the power held up.
Designed some bellows to cover all the screws and rails that will be reasonable at $70/axis but I'll get some plexi for now to use as a splash/chip guard. The open pc got showered with the inaugural chips, not smart. I'm using old university office dividers to isolate from the garage but the fabric really grabs chips. Itshould get interesting to see performance change across the 40-110 seasonal temp swing, but I got a misting system for air/oil that I'm hoping can replace wd40 or coolant. The machine ran for 2hrs and wasn't warm on servos or spindle which is water cooled. The gecko540 was burning hot and not sure it should stay mounted to pc case. Everything is amazingly quite with the 2.2kw spindle but the fans from the ps, vfd, stepup transformer, pc, water pump, air pump seem to make more noise, least of all is the holding torque wine of the steppers. I assume it can lessened, gecko tuning focused it but is pretty bad, wiring didn't change it much, isolation didn't help, could some noise in the wiring. I get paranoid about shutting down the motors during tool changes, bumping a screw or carriage and knocking the axis off only to resume and send a bit 1mm too far. Mr. Nobody had a great explanation for my current stage in cnc.
Linuxcnc working quite poorly for me but not sure where in the chain it is kinked. It functions well even at high speeds but the manual jog looses steps, random like is the mouse working, all connections secure wiring looks good, short click, long click, multiple clicks. Linuxcnc shows some change but nothing on the machine, wanna guess what happens when you don't see there was not 10mm of travel? Of course the z is at 0, linuxcnc says it is at 200 and now it goes to home ... ping! $17.50 in the toilet, first actual casualty, may you rest in peace young virgin. Linuxcnc hates the gecko or is it the vfd, there is no spindle control from the relay and typical vfd wiring. Using this for reference http://www.homanndesigns.com/pdfs/EN010_V8.pdf
When the vfd is set for external control in software and jumper, powered control on vfd the spindle spins shows about 2Hz on vfd, linuxcnc displays 0. Turn up speed on panel or in linuxcnc there are only two speeds fast and max 24000, back down to 0 and the vfd shows 2Hz and spins. That was best case, after muddling through ascii for an hour I lost even that. When the spindle is controlled through the vfd it "works" though the speed seems scaled and caps out 24000 rpm at 1200 instead of 3000 but I can go down to 50Hz can't tell if these are the readings I should expect or further symptom. I have ordered a dongle to bypass the gecko for linuxcnc speed control, $2 part but 8 week wait (8 weeks for $15.) Soooooooo regret not getting a usb and windows bob, the learning curve is horrific and no help from gecko or linuxcnc and info is decades old on web (am I the only one working this config in cnc?) Having said all that it has run the majority of code pretty well, still tuning, only on a couple of cuts did it drift then come back but the bit ran into the vise when I wasn't looking and was a bent carbide wood bit so it got retired, put my money on that explanation and see if I get lucky, not.
Sorted the kinks out of human error and learning to manually control speed, one speed per tool but hard to look at vfd, pc and cnc you always miss one of them. Learning the facts of life about aluminum chip clearing, narrow slots and small diameter bits. The larger 4-12mm ones are fun to tune but the little guys are a nightmare. Broke four 2mm in a row so climbed under gantry to see the issue was started too slow then slowed down after each new bit made it worse, 22000 rpm is better with .1 doc and 800-1200 mm/m (theory) well 1200 and .3mm is wrong says bit 5.
Part of the problem has been the work holding not secure. The first iteration had a 60mm extrusion bed that was about $500 so I went with $40 mdf but didn't follow that chain to lower gantry plate. There have been several revisions in placement and assemblies over the past few months, slowly replacing the steel shims and washers with proper parts made by the machine, nice feeling. No fatigue yet but I want to get the parts right before the aluminum mold project. Last time the gantry which fully loaded is about 180kg needed taken off the rails I needed to install a winch to move it around. Not going to like breaking down gantry again to install new parts after just getting it true and working. No point in squaring the bed to the gantry and router, so it needs to happen even though I broke down and bought half an extruded bed. Such a dilemma fix it or use it.
Placed first order for aluminum tool plate to use to mill 1.5M wing molds. I remember reading something that large milling in aluminum on less than ridged cnc distorts the shape of stock. Not sure how to deal with that or if I can on this guy. The extrusion table strong enough to hold it prices out at $600 from missumi and that is still aluminum or get a steel frame and bolt it to the concrete garage floor. Don but never done.

stranger than fiction OX
Build in 'CNC ROUTER BUILDS' published by sw3Dp, Jun 1, 2016.
OX hybrid all CAD open sourced non-commercial ip; .dwg, .dxf,.3dm, .iam, .ipt files jamming their pie
-
-
Build Author sw3Dp, Find all builds by sw3Dp
-
- Loading...
-
Build Details
- Build License:
-
- CC - Attribution NonCommercial - CC BY NC
Reason for this Build
cutting aluminum molds for CF composite parts, critical need to supply crowdsourced funding for paypal, aliexpress, alibaba and visa, also to remove any toxic cash from my wallet.Inspired by
Linear Rail CNC Machines-sgspenceley, Area 51 CNC Parts F-117-Hytech2k, Gabriel Katran's diy cncs -
Parts list
Qty Part Name Part Link Comments 1 ballscrew assembly 1605 L300 Link first failure in Chinese supply chain, trusted supplier fails to deliver on time fedex is to blame 1 ballscrew assembly 1605 L800 Link 2 ballscrew assembly 1605 L1200 Link set of all four lead screw assemblies $400 shipped 4 6.35 x 10 shaft couplers Link 4 ball nut housing for lead screw 1605 Link 4 JAH20B linear rail carriage http://www.zjskt-global.com/archives/2014121287.html Link 8 JAH20A linear rail carriage http://www.zjskt-global.com/archives/2014121067.html Link these blocks have plastic housing, one loosing bearings choose supplier using steel only 8 JA20 guide rails L300,800,1200 Link JIAN ROBOT total shipping was reasonable $117 China to Indiana estimated 2wk 1 estop http://www.amazon.com/Alpinetech-Emergency-Button-Switch-... Link 1 gecko 540 http://www.geckodrive.com/geckodrive-step-motor-drives.html Link $255 impulse buy, no pc compatibility, so taking a trip to find funky ol $50 pc 1 Rosewill Model RC-302 - Low-Profile PCI Card - Sin http://www.newegg.com/Product/Product.aspx?Item=N82E16815... Link and it begins, chasing my tail before I have touched any electronics nib sale coming soon 2 aluminum MiSUMi 6060 L1300 http://us.misumi-ec.com/vona2/detail/110302687330/?Inch=0... Link $180.88 heavy version, normal profile would suffice 4 aluminum MiSUMi 6060 L900 http://us.misumi-ec.com/vona2/detail/110302687330/?Inch=0... Link $159.28 12 inside 8 hole corner bracket http://us.misumi-ec.com/vona2/detail/110302250960/?KWSear... Link $2.38 2 custom 13 hole nema 23 mount bracket Link $24 2 gantry plates Link $32 2 z axis plates Link $32 0 y gantry plate Link $32 1 MiSUMi 60x120 http://us.misumi-ec.com/vona2/detail/110302688030/?Option... Link $74.41 250 t-nuts HNKK6-5 http://us.misumi-ec.com/vona2/detail/110302251840/?HissuC... Link M5 cap screw nut for 60x60 extrusion 100 M6 socket cap Link 50 M6 button head https://www.fastenal.com/products/details/39913 Link 50 M5 socket cap https://www.fastenal.com/products/details/11103327 Link 2 screw nut plate Y axis Link $24 2 shoe plate Link $32 2 gantry shoe support plate Link $20 shoe brace, experiment to help support gantry 6 3mm screw bracket plate to join to extrusion Link $10 plates for ball screw brackets 1 2.2kw spindle motor http://www.ebay.com/itm/261136014224?euid=bd57cec69f64470... Link $324 1 2.2kw Huan Yang vfd Link 3 MiSUMi 30x120x1300 Link $50 0 Link 0 Link 0 Link -
Attached Files:
-




![][.jpg](data/attachments/9/9062-7c266afaab64ae1a0042a4f705d7516a.jpg)


