YAOR (Yet Another Openbuilds Router)
Discussion in 'CNC Mills/Routers' started by winand, May 30, 2014.
YAOR (Yet Another Openbuilds Router)
Discussion in 'CNC Mills/Routers' started by winand, May 30, 2014.
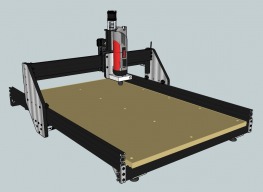
Yet Another Openbuilds Router, my version :-)
Page 1 of 2
Page 1 of 2