Voxel OX 3D Printer
Discussion in '3D printers' started by Marshall Peck, Sep 27, 2015.
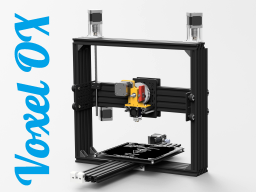
Voxel OX - Extendable 3D Printer and CNC Platform
Discussion in '3D printers' started by Marshall Peck, Sep 27, 2015.
An open source 3D printer design with a sturdy V-Slot frame
Page 4 of 7
Page 4 of 7