Emmett-Delta
Discussion in '3D printers' started by David Bunch, Jan 8, 2016.
Emmett-Delta
Discussion in '3D printers' started by David Bunch, Jan 8, 2016.
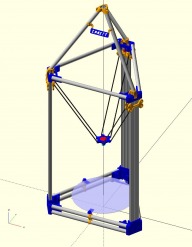
Delta 3d Printer using 3/4" Electrical Metal Tubing (EMT) for Horizontals & 2060 V-Slot for the Verticals and adding a tetrahedron at the top.
Page 3 of 4
Page 3 of 4