CNC xPRO Driver
Discussion in 'Other Builds' started by Spark Concepts, May 25, 2014.
CNC xPRO Driver
Discussion in 'Other Builds' started by Spark Concepts, May 25, 2014.
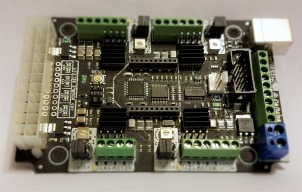
Spark Concepts CNC xPRO Driver. A new GRBL compatible, all-in-one stepper driver board with 4 motor controllers for XYZ + 1 clone (or rotary!). Capable of powering your next build with an ATX PSU (or 12V 2 wire supply), and ready for wireless printing. Compatible with Arduino (wireless robots anyone?)
Page 28 of 29
Page 28 of 29