Kyoujin Mk1
Discussion in 'CNC Mills/Routers' started by ymilord, Jun 25, 2016.
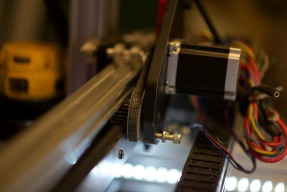
Kyoujin Mk1 (C-Beam /w Rack & Pinion)
Discussion in 'CNC Mills/Routers' started by ymilord, Jun 25, 2016.
C-Beam based CNC with Rack & Pinion (for the X Axis) and lead screws (for the Y Axis)
Tags:
Page 2 of 2
Page 2 of 2