7050 Sphinx
Discussion in 'CNC Mills/Routers' started by Michael.M, Jul 15, 2017.
7050 Sphinx
Discussion in 'CNC Mills/Routers' started by Michael.M, Jul 15, 2017.
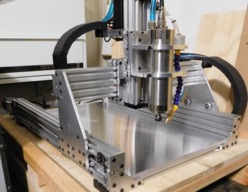
This is a Kyo Sphinx CNC Router build. Working Area: 350mm X 500mm Link to original design: https://openbuilds.com/builds/c-beam-sphinx.3605/
Page 11 of 13
Page 11 of 13