This is currently a proof-of-concept build for a machine that can route mortise and tenon joinery, and hopefully much more. Because I will eventually need to cut tenons on 8-foot long boards, trying to do this with the more traditional CNC router that I've been building (for a long time) was not going to work.
The first version of the machine was put together over the July 4th weekend, and the following weekend. There are numerous issues that have had to work out to consider it finished, and not all of those issues have been resolved. I have cut a number of test pieces, and the machine performs fairly well. However, I am still trying to identify and where possible, remove sources of error in the machine. At this point, I am trying to work through ways to reduce parts and get the depth of cut that I desire.
This machine really requires limit switches, as it seems to be much more likely to make a mistake in direction of movement, which can throw the machine out of square, break a bit, etc.
Below are some CAD renderings of the current configuration of the machine. The cube corner connectors under the vertical rails are there to attach the C-beam end caps to the 20x40 back of the frame, and to eliminate the problem caused by the counterbore holes not being a consistent depth in the end caps. (Note: I have not added all of the wheels, screws, bearings, etc to the model yet).









Robo Morten: Version 2

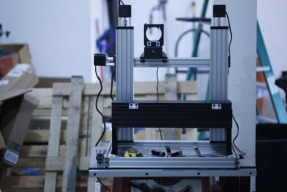
Robo Morten: Version 1

I will add more information over the next couple of weeks.
Robo Morten
Build in 'Other Style CNC Mills' published by JimB828, Aug 24, 2017.
A horizontal-router CNC using openbuilds parts geared toward routing out mortise and tenon joinery; or any other end grain work on wood.
-
-
Build Author JimB828, Find all builds by JimB828
-
- Loading...
-
Build Details
- Build License:
-
- CC - Attribution NonCommercial - Share Alike - CC BY NC SA
Reason for this Build
After moving into a new house late last year, I fell behind on building my original CNC (a modified OX). Finally, with the warm weather, I am working on getting my garage built out as a workshop, but I have a need to start using some mortise & tenon joinery on projects.
After finding Mathias Wandel, and enjoying many of his YouTube videos, I saw his Pantorouter machine. Since I had numerous spare parts, from over-ordering Ox parts, I decided to see if I could build a vertical CNC that would perform many of the same types of functions as the Pantorouter. -
Parts list










